



Ōü║ŽĮŪąŽ„╝ė╣ż▒Ē├µ═Ļš¹ąįą╬│╔ÖC(j©®)ųŲ蹊┐▀M(j©¼n)š╣
░l(f©Ī)▓╝╚šŲ┌Ż║2022-12-31 16:37:47
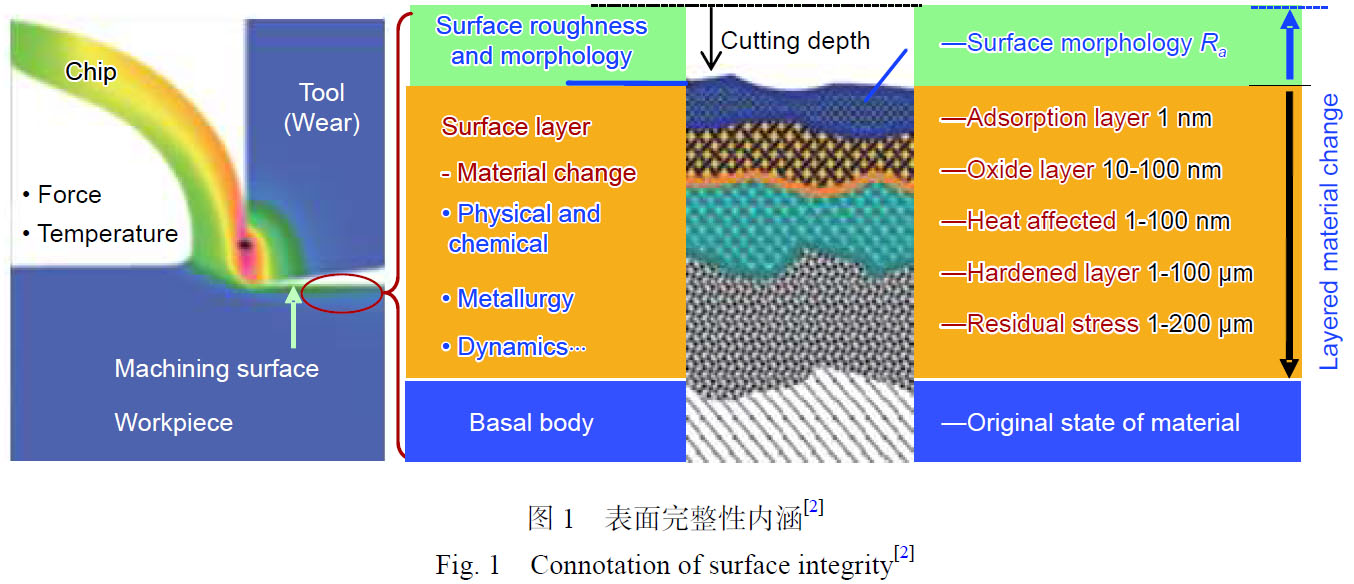
║Į┐š░l(f©Ī)äėÖC(j©®)ū„×ķ’wÖC(j©®)Ą─ą─┼KŻ¼ų▒Įėė░Ēæų°’wÖC(j©®)Ą─ąį─▄Īó┐╔┐┐ąį║═Įø(j©®ng)Ø·(j©¼)ąįŻ¼╩Ūę╗éĆć°╝ę┐Ų╝╝Īó╣żśI(y©©)║═ć°Ę└īŹ(sh©¬)┴”Ą─ųžę¬¾w¼F(xi©żn)ĪŻ¼F(xi©żn)ėą║Į┐š░l(f©Ī)äėÖC(j©®)ČÓ▓╔ė├Ė▀ÅŖ(qi©óng)Č╚║ŽĮū„×ķŲõų„¾wĮY(ji©”)śŗ(g©░u)║═ų„│ą┴”śŗ(g©░u)╝■Ż¼ŲõĘ■ę█─▄┴”Ą─ÅŖ(qi©óng)╚§╚ĪøQė┌╝ė╣ż┘|(zh©¼)┴┐ĪŻ▒Ē├µ═Ļš¹ąįęčĮø(j©®ng)░l(f©Ī)š╣×ķ├Ķ╩÷Īóįuār(ji©ż)║═┐žųŲ┴Ń╝■╝ė╣ż▀^│╠į┌Ųõ╝ė╣ż▒Ē├µ║═▒Ēīėā╚(n©©i)┐╔─▄«a(ch©Żn)╔·Ą─Ė„ĘN▒Ē├µĀŅæB(t©żi)ūā╗»╝░Ųõī”įō▒Ē├µ╣żū„ąį─▄ė░ĒæĄ─╝╝ąg(sh©┤)ųĖś╦(bi©Īo)[1]ĪŻ▒Ē├µ═Ļš¹ąį╩ŪųŲįņ╝ė╣ż▀^│╠ųąśŗ(g©░u)╝■▒Ē├µ║═▒Ēīė▓─┴Ž┐╔─▄«a(ch©Żn)╔·Ą─Ė„ĘNĖ─ūā╝░Ųõī”śŗ(g©░u)╝■Ę■ę█ąį─▄ė░ĒæĄ─┐é¾w├Ķ╩÷║═┐žųŲŻ¼ų„ę¬░³║¼▒Ē├µą╬├▓ūā╗»║═▒Ēīė▓─┘|(zh©¼)ūā╗»Ż©╚ńłD1╦∙╩Š[2]Ż®ĪŻ▒Ē├µą╬├▓ūā╗»ų„ę¬░³└©▒Ē├µ┤ų▓┌Č╚Īó▒Ē├µą╬├▓/╝y└ĒĪóĄČ╝yĘĮŽ“║═┴č╝yĪóäØé¹Īóļs┘|(zh©¼)Ą╚║Ļė^╚▒Ž▌Ż╗▒Ēīė▓─┘|(zh©¼)ūā╗»╠žš„ų„ę¬░³└©’@╬óĮY(ji©”)śŗ(g©░u)ūā╗»Īóį┘ĮY(ji©”)Š¦ĪóŠ¦ķgĖ»╬gĪó¤ßė░Ēæģ^(q©▒)Īó’@╬ó┴č╝yĪóė▓Č╚ūā╗»Īó╦▄ąįūāą╬ĪóÜłėÓæ¬(y©®ng)┴”Ą╚[3]ĪŻ┤ų▓┌▒Ē├µ╗“ÖC(j©®)ąĄ╝ė╣żę²ŲĄ─ĄČ║█Īó╚▒Ž▌Ą╚ę“╦žĢ■ę²Ų║▄Ė▀Ą─▒Ē├µæ¬(y©®ng)┴”╝»ųąŻ¼įņ│╔╣żū„▌d║╔æ¬(y©®ng)┴”ĘÕųĄĖ▀Ż¼ų▒Įė│╔×ķŲŻä┌į┤Ż╗ØōĘ³į┌üå▒ĒīėĄ─╬óĮY(ji©”)śŗ(g©░u)║═╬ó┴”īW(xu©”)Ą─ōpé¹╚▒Ž▌īó╝▒äĪ╝ė╦┘ŲŻä┌┴č╝yĄ─├╚╔·║═öU(ku©░)š╣Ż¼╝ė╦┘ŲŻä┌╩¦ą¦Ż╗ÜłėÓē║æ¬(y©®ng)┴”┐╔ęįęųųŲŲŻä┌┴č╝yĄ─├╚╔·Č°čėķLŲŻä┌ē█├³Ż╗╠ßĖ▀▒Ē├µ’@╬óė▓Č╚ųĄęÓĢ■ęųųŲŲŻä┌┴č╝yĄ─├╚╔·Ż¼Ą½╩ŪĢ■╝ė╦┘ŲŻä┌┴č╝yĄ─öU(ku©░)š╣ĪŻ┐╔ęŖŻ¼ŲŻä┌ē█├³ų„ę¬ę└┘ćė┌ÜłėÓæ¬(y©®ng)┴”║═▒Ēīė╬óė^ĮY(ji©”)śŗ(g©░u)Ż¼ÜłėÓæ¬(y©®ng)┴”╦╔│┌ć└(y©ón)ųžĢr(sh©¬)▒ĒīėĮM┐ŚŠ¦┴Ż╝Ü(x©¼)╗»ī”ŲŻä┌ē█├³ė░Ēæš╝ų„ī¦(d©Żo)ĪŻ
Ōü║ŽĮū„×ķę╗ĘNĖ▀ÅŖ(qi©óng)Č╚║ŽĮŻ¼Š▀ėą┘|(zh©¼)┴┐▌pĪóÅŖ(qi©óng)Č╚Ė▀Īó─═Ė▀£žĪó┐╣ŲŻä┌Ą╚ā×(y©Łu)«Éąį─▄Ż¼╩ŪųŲįņ║Į┐š║Į╠ņĪóć°Ę└Ą╚ŅI(l©½ng)ė“Ą─ųž┤¾čbéõ┼cą┬ą═æ(zh©żn)┬į╬õŲ„ųąĻP(gu©Īn)µIśŗ(g©░u)╝■Ą─ųžę¬Įī┘▓─┴ŽŻ¼╠žäe╩Ū’wÖC(j©®)Ą─╣Ū╝▄Īó├╔ŲżĪóŠo╣╠╝■ĪóŲ┬õ╝▄ęį╝░’L(f©źng)╔╚/ē║ÜŌÖC(j©®)▐D(zhu©Żn)ūė╚~Ų¼Īó▌å▒P║═š¹¾w╚~▒PĪó²X▌åĪóÖC(j©®)Ž╗Ą╚▐D(zhu©Żn)äėĪóé„äė║═ų„│ą┴”╝■Ą╚ĪŻį┌╔╠ė├║Į┐š░l(f©Ī)äėÖC(j©®)║═▄Ŗė├║Į┐š░l(f©Ī)äėÖC(j©®)ųąŌü║ŽĮĄ─║¼┴┐Ęųäeš╝ĄĮŲõ┘|(zh©¼)┴┐Ą─30%Ī½40%[4]ĪŻŌü║ŽĮ▓─┴Ž╝ė╣ż▀^│╠ųąŪąŽ„┴”┤¾Īó£žČ╚Ė▀Ż¼ī¦(d©Żo)ų┬ĄČŠ▀─źōp┐ņĪó╝ė╣ż▀^│╠Ģr(sh©¬)ūāąįį÷ÅŖ(qi©óng)Ż¼ļm╚╗▒ŻūC┴╦śŗ(g©░u)╝■Ą─│▀┤ń║═ą╬╬╗Š½Č╚ØMūŃįO(sh©©)ėŗ(j©¼)ę¬Ū¾Ż¼Ą½╩Ū╣ż╝■▒Ē├µĢ■│÷¼F(xi©żn)╝ė╣żĄČ║█Īó└Ō▀ģōpé¹Īó▒Ē├µ╬ó┴č╝yĪó╝ė╣żė▓╗»ĪóĮM┐Śōpé¹Ą╚▒Ē├µ═Ļš¹ąįå¢Ņ}ĪŻę“┤╦Ż¼ėą▒žę¬ī”Ōü║ŽĮŪąŽ„╝ė╣żųą╣ż╦ćŚl╝■ī”ŪąŽ„┴”ĪóŪąŽ„£žČ╚Ą─ė░ĒæęÄ(gu©®)┬╔Ż¼ęį╝░ŪąŽ„┴”║═ŪąŽ„£žČ╚Į©─ŻŅA(y©┤)£yŻ╗Ė∙ō■(j©┤)▓╗═¼╝ė╣żŚl╝■Ž┬«a(ch©Żn)╔·Ą─▒Ē├µ┤ų▓┌Č╚║═ą╬├▓ĪóÜłėÓæ¬(y©®ng)┴”ł÷Īó’@╬óė▓Č╚ł÷Īó╬óė^ĮM┐Śūā╗»Ą╚ĘĮ├µŻ¼╠ĮŠ┐¤ß┴”±Ņ║Žū„ė├ī”▒Ē├µ═Ļš¹ąįą╬│╔Ą─ė░ĒæÖC(j©®)ųŲŻ¼×ķ═Ļ│╔▒Ē├µ═Ļš¹ąįŅA(y©┤)£yŻ¼īŹ(sh©¬)¼F(xi©żn)▒Ē├µ═Ļš¹ąįŠ½£╩(zh©│n)┐žųŲŻ¼ØMūŃķLē█├³║═Ė▀┐╔┐┐Ą─Ę■ę█ąį─▄ę¬Ū¾╠ß╣®└Ēšōų¦ō╬ĪŻ
1 Īó▒Ē├µ═Ļš¹ąįą╬│╔ÖC(j©®)ųŲ
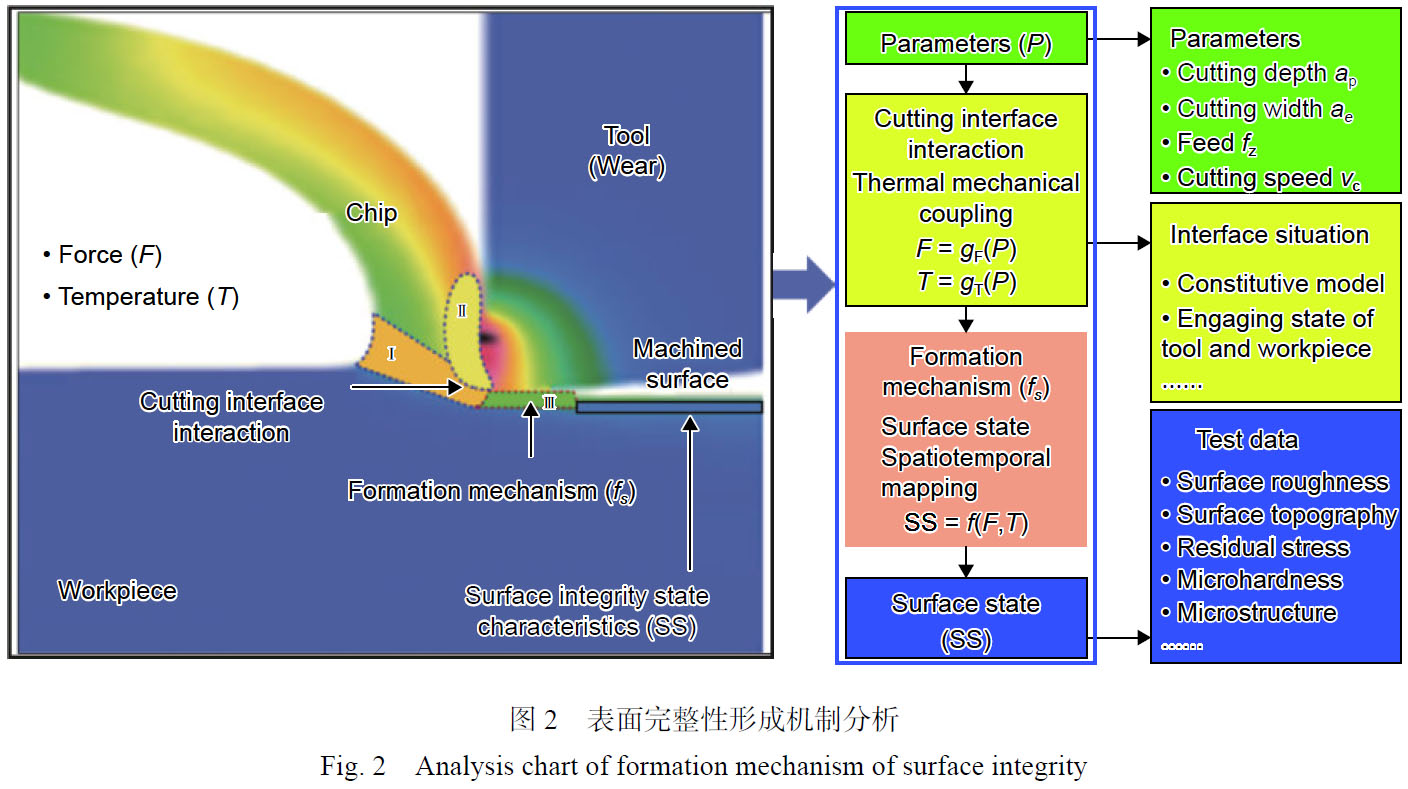
▒Ē├µ═Ļš¹ąįą╬│╔ÖC(j©®)ųŲŠ═╩Ū├Ķ╩÷ĮoČ©ŪąŽ„╣ż╦ćę“ūė┼cŪąŽ„╝ė╣ż▀^│╠ųąĄ─ŪąŽ„┴”║═£žČ╚Ż¼╝░ūŅĮK«a(ch©Żn)╔·Ą─▒Ē├µ═Ļš¹ąįĀŅæB(t©żi)╠žš„ų«ķgĄ─ĻP(gu©Īn)ŽĄ╝░Ųõė░ĒæÖC(j©®)ųŲĪŻ╚ńłD2 ╦∙╩ŠŻ¼▒Ē├µ═Ļš¹ąįą╬│╔▀^│╠ų„ę¬░³└©ā╔éĆļAČ╬Ż║Ą┌ę╗ļAČ╬×ķ▓╗═¼╣ż╦ćę“ūėŽ┬Ż¼«a(ch©Żn)╔·▓╗═¼Ą─ŪąŽ„┴”F = gFŻ©PŻ®║═ŪąŽ„£žČ╚T = gTŻ©PŻ®Ż╗Ą┌Č■ļAČ╬×ķ▓╗═¼¤ß┴”±Ņ║Žū„ė├Ž┬«a(ch©Żn)╔·▓╗═¼Ą─▒Ē├µ═Ļš¹ąįĀŅæB(t©żi)╠žš„SS = fŻ©FŻ¼TŻ®ĪŻį┌▒Ē├µ═Ļš¹ąįą╬│╔▀^│╠ųąŻ¼ŪąŽ„Įń├µ¤ß┴”±Ņ║Žū„ė├▓╗āH╩▄╣ż╦ćģóöĄ(sh©┤)ĪóĄČŠ▀Śl╝■ĪóØÖ╗¼ĘĮ╩ĮĄ─ė░ĒæŻ¼▀Ć╩▄▓─┴Žąį─▄ĪóĄČŠ▀-╣ż╝■ć¦║ŽĀŅæB(t©żi)Īó▌ö│÷Ēææ¬(y©®ng)ą┼╠¢▒O(ji©Īn)£yĄ╚Įń├µÅ═(f©┤)ļs╣żørĄ─ė░ĒæĪŻŪąŽ„╝ė╣ż▀^│╠ųąĄ─¤ß┴”±Ņ║Žū„ė├╩╣Ą├▓─┴ŽĘųäeį┌ūāą╬ģ^(q©▒)ó±Īóó“Īóó¾ā╚(n©©i)«a(ch©Żn)╔·æ¬(y©®ng)┴”Īóæ¬(y©®ng)ūāŻ¼Å─Č°╩╣╣ż╝■▒Ēīė╝░üå▒ĒīėĮM┐ŚĪó│╔ĘųĪó┴”īW(xu©”)ąį─▄░l(f©Ī)╔·ūā╗»Ż¼╬┤Ą├ĄĮßīĘ┼Ą─ŪąŽ„┴”║═ŪąŽ„£žČ╚▐D(zhu©Żn)ūā?y©Łu)ķūāą╬─▄╩╣╣ż╝■▒Ē├µ«a(ch©Żn)╔·┤¾╦▄ąįūāą╬Ż¼═¼Ģr(sh©¬)░ķļSų°╣ż╝■▒Ē├µ▓╗Š∙ä“Ą─æ¬(y©®ng)┴”║═ūāą╬Ż¼śŗ(g©░u)│╔┴╦ÜłėÓūāą╬ģ^(q©▒)Ż¼ÜłėÓūāą╬ģ^(q©▒)Ą─ūāą╬ā”┤µ─▄╩Ū╝ė╣ż▒Ē├µ╬óė^ĮM┐ŚĪó╝ė╣żė▓╗»ĪóÜłėÓæ¬(y©®ng)┴”ą╬│╔Ą──▄┴┐üĒį┤ĪŻ
2 ĪóŪąŽ„┴”┼cŪąŽ„£žČ╚
2.1 ŪąŽ„┴”
ŪąŽ„┴”üĒį┤ų„ę¬ėąā╔éĆĘĮ├µŻ║ę╗╩ŪŪąŽ„īėĮī┘ĪóŪąą╝║═╣ż╝■▒ĒīėĮī┘Ą─ÅŚąįūāą╬Īó╦▄ąįūāą╬╦∙«a(ch©Żn)╔·Ą─┐╣┴”Ż╗Č■╩ŪĄČŠ▀┼cŪąą╝Īó╣ż╝■▒Ēīė▓─┴Žų«ķg«a(ch©Żn)╔·Ą──”▓┴ūĶ┴”ĪŻŲõū„×ķ▓─┴Ž╝ė╣ż▀^│╠ųąųžę¬Ą─▀^│╠ūā┴┐Ż¼ī”Įń├µĀŅæB(t©żi)Ą─┐žųŲ║═▒Ē├µ═Ļš¹ąį╠žš„Ą─ŅA(y©┤)£yėąųĖī¦(d©Żo)ū„ė├ĪŻŪąŽ„┴”Ą─Į©─Żų„ę¬░³└©Įø(j©®ng)“×(y©żn)?z©Īi)Żą═ĪóĮŌ╬÷─Żą═ĪóėąŽ▐į¬─Żą═║═ųŪ─▄─Żą═ĪŻĮ?j©®ng)“×(y©żn)?z©Īi)Żą══©│Ż▓╔ė├öM║ŽĘĮĘ©Į©┴óŪąŽ„┴”┼c╣ż╦ćę“ūėų«ķgĄ─ĻP(gu©Īn)ŽĄ─Żą═Ż¼▀M(j©¼n)Č°╣└ėŗ(j©¼)ŲĮŠ∙ŪąŽ„┴”ĪŻęįBudak[5] ║═Wan Ą╚[6] ×ķ┤·▒ĒĄ─┤¾┴┐īW(xu©”)š▀═©▀^ī”īŹ(sh©¬)“×(y©żn)öĄ(sh©┤)ō■(j©┤)▀M(j©¼n)ąąĘų╬÷ĘųäeĮ©┴ó┴╦ČÓĒŚ(xi©żng)╩ĮĪóųĖöĄ(sh©┤)║»öĄ(sh©┤)Ą╚▓╗═¼ą╬╩ĮĄ─ŪąŽ„┴”ŅA(y©┤)£y─Żą═ĪŻWang Ą╚[7] ę└ō■(j©┤)ĄČŠ▀-╣ż╝■ć¦║Žėŗ(j©¼)╦Ń─Żą═Ż¼╠ß│÷Ū“Ņ^ŃŖĄČŪąŽ„┴”ŽĄöĄ(sh©┤)▒µūRĘĮĘ©Ż¼ė├┤╦ĘĮĘ©ŅA(y©┤)£yĄ├ĄĮTC4 Ōü║ŽĮŠžą╬╣ż╝■║═Ū·├µ╝ė╣żĄ─ŃŖŽ„┴”ŽÓī”š`▓ŅŠ∙ąĪė┌15%ĪŻĮŌ╬÷Ę©╩ŪĖ∙ō■(j©┤)ŪąŽ„╝ė╣żųą▓╗═¼ļAČ╬ĄČŠ▀║═╣ż╝■ų«ķgĄ─Įėė|ĀŅæB(t©żi)Ż©╝¶ŪąĪó─”▓┴Ż®ĪóŪąą╝«a(ch©Żn)╔·ÖC(j©®)└ĒŻ¼╗∙ė┌öĄ(sh©┤)īW(xu©”)ĘĮĘ©īóŪąŽ„╚ąļx╔ó│╔ę╗ŽĄ┴ą╬óį¬Ż¼į┘īó╬óį¬▀M(j©¼n)ąą»B╝ėī”ŪąŽ„▀^│╠
▀M(j©¼n)ąą┴”īW(xu©”)Ęų╬÷Ż¼ėŗ(j©¼)╦Ń─”▓┴┴”ŽĄöĄ(sh©┤)Īó╝¶Ūą┴”ŽĄöĄ(sh©┤)┼c╚ą┐┌┴”ŽĄöĄ(sh©┤)Ż¼Į©┴óŪąŽ„┴”ŅA(y©┤)£y─Żą═ĪŻOxley[8] ╗∙ė┌ŪąŽ„╗¼ęŲŠĆł÷Ą─Ęų╬÷Ż¼╠ß│÷┴╦ŲĮąą├µ╝¶Ūąģ^(q©▒)ŪąŽ„─Żą═Ż¼Į©┴ó┴╦┐╝æ]▓─┴Ž╝ė╣żė▓╗»Ą─ŪąŽ„┴”ŅA(y©┤)£y─Żą═ĪŻ
Hendriko Ą╚[9] ╗∙ė┌╝¶Ūąą¦æ¬(y©®ng)║═└ńĖ¹«a(ch©Żn)╔·Ą─▀ģŠēą¦æ¬(y©®ng)Ż¼Į©┴óęįŪąŽ„├µĘe║═▀ģŠēĮėė|ķLČ╚×ķūā┴┐Ą─ŪąŽ„┴”ĮŌ╬÷─Żą═ĪŻArmarego Ą╚[10] ╝┘įO(sh©©)ų▒ĮŪ┼cą▒ĮŪŪąŽ„ųąĄ─Ūąą╝ķLČ╚▒╚ŽÓ═¼Ż¼└¹ė├Äū║╬ūāōQĘ©Ą├ĄĮą▒ĮŪŪąŽ„ŪąŽ„┴”ŽĄöĄ(sh©┤)ĪŻĮŌ╬÷─Żą═ļm╚╗─▄į┌└Ēšō╔Žī”ŪąŽ„▀^│╠▀M(j©¼n)ąą▒Ē╩÷Ż¼Ą½ą╬╩ĮÅ═(f©┤)ļsĪóļyė┌Ū¾ĮŌĪŻļSų°ŪąŽ„╝╝ąg(sh©┤)Ą─▀M(j©¼n)▓Į║═ŪąŽ„▓─┴ŽĄ─ČÓśė╗»Ż¼ėąŽ▐į¬─ŻöMĘ┬šµ ▒╗ė├ė┌Ęų╬÷蹊┐Ūąą╝ą╬│╔▀^│╠Īóæ¬(y©®ng)┴”ęį╝░æ¬(y©®ng)ūāĄ─ūā╗»ĪŻģ╬ŚŅ[11] Ė∙ō■(j©┤)╝ė╣ż╔·«a(ch©Żn)īŹ(sh©¬)ļHĮ©┴óĄČ╝ŌłA╗Ī░ļÅĮ║═ęč╝ė╣ż▒Ē├µ╣ż╝■╗žÅŚĄ─ĘŪūįė╔ŪąŽ„╚²ŠSÄū║╬─Żą═Ż¼═©▀^╚²ŠSĘ┬šµĘų╬÷┴╦ŪąŽ„ė├┴┐ĪóĄČŠ▀─źōpĪóĄČŠ▀▓─┴Žī”ŪąŽ„┴”Ą─ė░ĒæŻ¼ ▓╔ė├╗žÜwĘų╬÷Ę©Į©┴óTC4 Ōü║ŽĮĄ─ŪąŽ„┴”Įø(j©®ng)“×(y©żn)ŅA(y©┤)£y─Żą═ĪŻAli Ą╚[12] ī”▒╚Ęų╬÷▓╗═¼╔╠śI(y©©)▄ø╝■ī”Ti6Al4V Ōü║ŽĮŪąŽ„┴”┼cīŹ(sh©¬)£yĮY(ji©”)╣¹Ż¼▒Ē├„ABAQUS ŅA(y©┤)£y£╩(zh©│n)┤_Č╚ūŅĖ▀Ż©Š½┤_Č╚┐╔▀_(d©ó)97%Ż®Ż¼Ųõ┤╬×ķDeformŻ¼ūŅ║¾×ķAdvantEdgeŻ©ūŅąĪš`▓Ņ┤¾ė┌30%Ż®ĪŻųŪ─▄─Żą═╩Ūę└ō■(j©┤)ŪąŽ„╝ė╣ż£yįćöĄ(sh©┤)ō■(j©┤)Ż¼▓╔ė├öĄ(sh©┤)īW(xu©”)ā×(y©Łu)╗»╦ŃĘ©Į©┴óīW(xu©”)┴Ģ(x©¬)▀M(j©¼n)╗»ÖC(j©®)ųŲ═Ļ│╔ŪąŽ„┴”ŅA(y©┤)£yĪŻ═§äéĄ╚[13] ▓╔ė├▓╗═¼ā×(y©Łu)╗»╦ŃĘ©▀M(j©¼n)ąąTC18 Ōü║ŽĮĄ─ŃŖŽ„┴”ŅA(y©┤)£yŻ¼ųĖ│÷ŠĆąį╗žÜwĘų╬÷Ą─ūŅ┤¾š`▓ŅĮėĮ³50%Ż╗╠▌Č╚Ž┬ĮĄĘ©Ą─ūŅ┤¾ŅA(y©┤)£yš`▓Ņ×ķ22%Ż╗Ė─▀M(j©¼n)Ą─┴Żūė╚║╦ŃĘ©ī”ŲõŅA(y©┤)£y£╩(zh©│n)┤_ąįūŅĖ▀Ż¼ūŅ┤¾š`▓ŅāH×ķ19.97%ĪŻ
į┌╣ż╦ćģóöĄ(sh©┤)ī”ŪąŽ„┴”Ą─ė░ĒæĘĮ├µŻ¼Shi Ą╚[14] Ęų╬÷Ą├ĄĮŌü║ŽĮTC21 ŃŖŽ„┴”ļSų°╣ż╦ćÅŖ(qi©óng)Č╚Ą─į÷╝ėČ°į÷╝ėŻ¼ŪąŽ„┴”ī”▀M(j©¼n)Įo┴┐f ║═ŪąŽ„īÆČ╚ae į÷Ę∙Ą─ūā╗»├¶Ėąąį┤¾ė┌ŪąŽ„╦┘Č╚vc ║═ŪąŽ„╔ŅČ╚apĪŻNiu Ą╚[15]į┌Ōü║ŽĮTC6 ŃŖŽ„īŹ(sh©¬)“×(y©żn)ųąĄ├ĄĮŪąŽ„┴”ļSų°ŪąŽ„╦┘Č╚Ą─╝ė┐ņČ°į÷╝ėŻ¼ŪąŽ„╦┘Č╚į┌50Ī½80 m/min ĘČć·ā╚(n©©i)Ż¼▀M(j©¼n)Įo╦┘Č╚Ą─į÷╝ėī”ŪąŽ„║Ž┴”ŲĻP(gu©Īn)µIū„ė├ĪŻŪąŽ„╦┘Č╚į┌80Ī½140 m/min ĘČć·ā╚(n©©i)Ż¼ŪąŽ„╦┘Č╚ī”ŪąŽ„║Ž┴”Ą─╠ßĖ▀Ųų„ę¬ū„ė├ĪŻ═©▀^ī”ė▓┘|(zh©¼)║ŽĮĄČŠ▀ŃŖŽ„Ōü║ŽĮTC18 Ą─ŪąŽ„┴”▀M(j©¼n)ąą╔Ņ╚ļ蹊┐Ż¼Zhang Ą╚[16]Ęų╬÷Ą├ĄĮŪąŽ„┴”Ą─ūā╗»┼cŪąŽ„╦┘Č╚ĪóŪąŽ„īÆČ╚│╔š²▒╚Ż¼┼cŪąŽ„╦┘Č╚Ą─ūā╗»│╔Ę┤▒╚ĪŻ╬─½I(xi©żn)[17] ätšJ(r©©n)×ķŻ¼ŪąŽ„╝ė╣żųąŪąŽ„╔ŅČ╚ī”TC18 Ōü║ŽĮŃŖŽ„┴”Ą─ė░ĒæūŅ┤¾ĪŻßśī”Ōü║ŽĮTi6Al4V ŃŖŽ„Ż¼Wang Ą╚[18] ųĖ│÷▀M(j©¼n)Įo┴┐Å─0.05 mm/z į÷╝ėų┴0.1 mm/zŻ¼ūŅ┤¾ŪąŽ„┴”Å─1011 N į÷╝ėų┴1233 NŻ╗ŪąŽ„īÆČ╚Å─0.5 mm į÷╝ėĄĮ1 mmŻ¼ūŅ┤¾ŪąŽ„┴”Å─810 N į÷╝ėų┴1011 NĪŻį┌┤¾Ūą╔ŅŻ©ap = 5 mmŻ®ŪķørŽ┬Ż¼ŪąŽ„┴”ļS▀M(j©¼n)Įo┴┐Ą─ŲĮŠ∙į÷ķL╦┘┬╩×ķ22%ĪŻĶbė┌ŪąŽ„┴”ļS╣ż╦ćģóöĄ(sh©┤)Ą─ūā╗»┌ģä▌▓╗ę╗ų┬Ż¼īW(xu©”)š▀ī”ģóöĄ(sh©┤)ģ^(q©▒)ķg▀M(j©¼n)ąąĘųČ╬Ęų╬÷Ż¼Wu Ą╚[19] ═©▀^Ōü║ŽĮTi6Al4V Ė▀╦┘ŃŖŽ„īŹ(sh©¬)“×(y©żn)Ą├ĄĮŪąŽ„┴”ļSų°▀M(j©¼n)Įo┴┐Ą─į÷╝ėČ°į÷┤¾Ż¼«ö(d©Īng)▀M(j©¼n)Įo┴┐│¼▀^0.08 mm/z Ģr(sh©¬)Ż¼į÷┤¾┌ģä▌Ė³╝ė’@ų°Ż╗«ö(d©Īng)ŪąŽ„╦┘Č╚┤¾ė┌300 m/min Ģr(sh©¬)Ż¼ŪąŽ„┴”ļSų°ŪąŽ„╦┘Č╚Ą─į÷╝ėČ°£pąĪĪŻĶbė┌┤╦Ż¼ļS║¾Ż¼Krishnaraj Ą╚[20] ═©▀^īŹ(sh©¬)“×(y©żn)öĄ(sh©┤)ō■(j©┤)Ęų╬÷▀M(j©¼n)ąą┴╦ŪąŽ„╔ŅČ╚ī”Ōü║ŽĮTi6Al4V ŪąŽ„┴”ė░ĒæĄ─Ė³╔Ņ╚ļ蹊┐Ż¼Ą├ĄĮŪąŽ„┴”Ą─ūā╗»┼cŪąŽ„╝ė╣żģóöĄ(sh©┤)ĘČć·ėąĻP(gu©Īn)ŽĄŻ¼ųĖ│÷Ż║▀M(j©¼n)Įo┴┐×ķ0.075 mm/zŻ¼ŪąŽ„╔ŅČ╚į┌0.6Ī½0.8 mm ūā╗»Ż¼ŪąŽ„╦┘Č╚Ą─į÷╝ėĢ■╩╣ŪąŽ„┴”į÷╝ėā╔▒Čęį╔ŽŻ╗ŪąŽ„╔ŅČ╚į┌0.8Ī½0.9 mmŻ¼ŪąŽ„┴”ļSų°ŪąŽ„╦┘Č╚Ą─į÷Ę∙£pąĪŻ╗ŪąŽ„╔ŅČ╚į┌0.9Ī½1.0 mmŻ¼ŪąŽ„┴”ļSų°ŪąŽ„╦┘Č╚Ą─╝ė┐ņČ°£pąĪĪŻļSų°▀M(j©¼n)Įo╦┘Č╚Ą─į÷╝ėŻ¼ŪąŽ„┴”Ą─į÷ķLĘ∙Č╚ųØu£pąĪŻ¼į┌800 mm/min ū¾ėę┌ģė┌ĘĆ(w©¦n)Č©ĪŻ
ąņŠ┼╚AĄ╚[21-22] ═©▀^īŹ(sh©¬)“×(y©żn)Ęų╬÷░l(f©Ī)¼F(xi©żn)TA15 Ōü║ŽĮĄ─ŪąŽ„┴”į┌50Ī½300 N ų«ķgĪŻ«ö(d©Īng)vc < 100 m/minŻ¼ŪąŽ„┴”ļSų°ŪąŽ„╦┘Č╚Ą─╠ßĖ▀│÷¼F(xi©żn)ąĪĘ∙╔Ž╔²Ż╗«ö(d©Īng)vc =100Ī½300 m/minŻ¼ŪąŽ„┴”ļSų°ŪąŽ„╦┘Č╚Ą─į÷╝ėūā╗»▓╗┤¾Ż╗«ö(d©Īng)vc > 300 m/min Ģr(sh©¬)Ż¼ŪąŽ„┴”ļSų°ŪąŽ„╦┘Č╚Ą─į÷┤¾│╩ŠÅ┬²Ž┬ĮĄ┌ģä▌ĪŻ▀@ų„ę¬╩Ūę“?y©żn)ķŪąŽ„╦┘Č╚ī”ŪąŽ„┴”Ą─ė░Ēæ╩Ūæ?y©®ng)ūāÅŖ(qi©óng)╗»║═Ė▀£ž▄ø╗»ŽÓ┐╣║ŌĄ─▀^ │╠ĪŻĄ═╦┘ĘČć·ā╚(n©©i)Ż¼æ¬(y©®ng)ūā║═æ¬(y©®ng)ūā┬╩ÅŖ(qi©óng)╗»ū„ė├┤¾ė┌ŪąŽ„£žČ╚«a(ch©Żn)╔·Ą─¤ß▄ø╗»ū„ė├Ż¼ī¦(d©Żo)ų┬ŪąŽ„┴”į÷┤¾Ż╗ųąĄ╚ŪąŽ„╦┘Č╚Ž┬Ż¼æ¬(y©®ng)ūā║═æ¬(y©®ng)ūā┬╩ÅŖ(qi©óng)╗»ī”ŪąŽ„┴”Ą─š²ė░Ēæū„ė├┼c╝¶ŪąĮŪĄ─į÷┤¾ęį╝░¤ß▄ø╗»ī”ŪąŽ„┴”Ą─žō(f©┤)ė░Ēæū„ė├ŽÓŲĮ║ŌŻ¼ŪąŽ„┴”╗∙▒Š▒Ż│ų▓╗ūāŻ╗ŪąŽ„╦┘Č╚│¼▀^300 m/min Ģr(sh©¬)Ż¼¤ß▄ø╗»ū„ė├š╝ų„ī¦(d©Żo)Ąž╬╗Ż¼ī¦(d©Żo)ų┬ĄČŠ▀┼c╣ż╝■ķgĄ──”▓┴ę“öĄ(sh©┤)ĮĄĄ═Īóūāą╬ŽĄöĄ(sh©┤)£pąĪŻ¼╝┤╝¶Ūąūā ą╬ģ^(q©▒)ĖĮĮ³Ą─Ōü║ŽĮŠ¦┴Żį┌╝¶Ūą├µ╔ŽĄ─ūāą╬īóūāĄ├Ė³╚▌ęūŻ¼ūŅĮK▒Ē¼F(xi©żn)×ķŪąŽ„┴”Ą─Ž┬ĮĄĪŻĄ½╩ŪŻ¼╬─½I(xi©żn)[23]└¹ė├ė▓┘|(zh©¼)║ŽĮĄČŠ▀▀M(j©¼n)ąąTA15 Ōü║ŽĮŃŖŽ„īŹ(sh©¬)“×(y©żn)Ģr(sh©¬)Ą├ĄĮ▓╗ę╗ų┬Ą─ūā╗»ęÄ(gu©®)┬╔ĪŻ«ö(d©Īng)ŪąŽ„╦┘Č╚┤¾ė┌300 m/minŻ¼ļSų°╦┘Č╚Ą─į÷╝ėŪąŽ„┴”│╔į÷┤¾┌ģä▌Ż¼▀@┐╔─▄╩Ūė╔ė┌╦┘Č╚┤¾ė┌300 m/min Ģr(sh©¬)ŪąŽ„£žČ╚čĖ╦┘╔²Ė▀Ż¼Č°ė▓┘|(zh©¼)║ŽĮĄČŠ▀▒╚ PCD ĄČŠ▀Š▀ėąĖ³▓ŅĄ─ī¦(d©Żo)¤ßąįŻ¼▀@ų▒Įė ī¦(d©Żo)ų┬ĄČŠ▀─źōp╝ėäĪŻ¼ę²ŲŪąŽ„┴”╔Ž╔²ĪŻ
Ė∙ō■(j©┤)╔Ž╩÷Ęų╬÷┐╔ų¬Ż¼ŪąŽ„┴”Ą─ūā╗»┼c╣ż╝■▓─┴ŽĪóĄČŠ▀Īó╣ż╦ćģóöĄ(sh©┤)Ą╚ę“╦žŽóŽóŽÓĻP(gu©Īn)Ż¼Ųõūā╗»ęÄ(gu©®)┬╔┐éĮY(ji©”)╚ń▒Ē1 ╦∙╩ŠĪŻŪąŽ„┴”ī”╣ż╦ćģóöĄ(sh©┤)Ą─├¶Ėąąįę└┤╬×ķŪąŽ„╔ŅČ╚Īó▀M(j©¼n)Įo┴┐ĪóŪąŽ„īÆČ╚║═ŪąŽ„╦┘Č╚ĪŻŪąŽ„┴”ļSų°ŪąŽ„╔ŅČ╚Īó▀M(j©¼n)Įo┴┐ĪóŪąŽ„īÆČ╚Ą─į÷┤¾Č°į÷╝ėŻ╗į┌▌^Ą═Ą─ŪąŽ„╦┘Č╚Ż©vc = 50Ī½140 m/minŻ®Ž┬Ż¼ŪąŽ„┴”ļSų°ŪąŽ„╦┘Č╚Ą─į÷┤¾Č°į÷┤¾Ż¼▀@Ģr(sh©¬)▀M(j©¼n)Įo┴┐ī”ŪąŽ„┴”Ųų„ī¦(d©Żo)ū„ė├Ż╗į┌▌^Ė▀ŪąŽ„╦┘Č╚Ž┬Ż©vc > 140 m/minŻ®Ż¼ŪąŽ„╦┘Č╚ī”ŪąŽ„┴”Ųų„ę¬ū„ė├Ż¼ŪąŽ„┴”ļSŪąŽ„╦┘Č╚Ą─į÷┤¾┌ģä▌ųØu£pąĪŻ╗«ö(d©Īng)ŪąŽ„╦┘Č╚└^└m(x©┤)į÷╝ėŻ¼ŪąŽ„┴”Ģ■│÷¼F(xi©żn)▓╗═¼│╠Č╚Ą─£pąĪĪŻ

2.2 ŪąŽ„£žČ╚
ŪąŽ„╝ė╣żųą┤¾▓┐Ęų─▄┴┐Ž¹║─▒╗▐D(zhu©Żn)╗»×ķŪąŽ„¤ßŻ¼ę╗▓┐ĘųŪąŽ„¤ßļSų°Ūąą╝┴„╔óŻ¼┴Ēę╗▓┐Ęųäté„╚ļĄČŠ▀║═╣ż╝■ĪŻŪąŽ„¤ßį┌ŪąŽ„╝ė╣żģ^(q©▒)└█Ęe«a(ch©Żn)╔·Ė▀£žī”ĄČŠ▀ē█├³Īó╣ż╝■▒Ē├µĀŅæB(t©żi)įņ│╔▓╗└¹ė░ĒæŻ¼īŹ(sh©¬)¼F(xi©żn)ŪąŽ„£žČ╚Ą─Š½£╩(zh©│n)ŅA(y©┤)£y╩Ūš{(di©żo)š¹▀^│╠ĀŅæB(t©żi)Īó┐žųŲ╝ė╣ż┘|(zh©¼)┴┐Ą─ėąą¦┤ļ╩®ĪŻ─┐Ū░ŪąŽ„£žČ╚ŅA(y©┤)£yĮ©─ŻĘĮĘ©ų„ę¬ėąĮŌ╬÷Ę©Īó─ŻöMĘ┬šµĘ©ĪóĮø(j©®ng)“×(y©żn)?z©Īi)Żą═ĪŻKomanduri Ą╚[24] ╗∙ė┌ęŲäė¤ßį┤Ę©╠ß│÷īóŪąŽ„ģ^(q©▒)£žČ╚Ęų×ķ╝¶Ūą├µ¤ßį┤║═ĄČŠ▀-Ūąą╝Įėė|├µ¤ßį┤Ą─»B╝ėŻ¼Į©┴ó┴╦ŪąŽ„ģ^(q©▒)ė“£žČ╚ĮŌ╬÷ŅA(y©┤)£y─Żą═ĪŻHuang Ą╚[25] īóĄČŠ▀-Ūąą╝Įėė|├µęĢ×ķ╚¶Ė╔éĆļx╔ó³c(di©Żn)Ż¼╗∙ė┌Blok ╗¼ęŲĮėė|ŽĄĮy(t©»ng)¤ß┴┐Ęų┼õ£╩(zh©│n)ätėŗ(j©¼)╦Ń├┐éĆļx╔ó³c(di©Żn)Ą─¤ß┴┐Ęų┼õŽĄöĄ(sh©┤)Ż¼Ęų╬÷┴╦▓╗Š∙䓤ß┴┐Ęų┼õī”£žČ╚Ęų▓╝Ą─ė░ĒæĪŻ╦¹éā▀Ć═©▀^ęŲäė¤ßį┤į┌░ļ¤oŽ▐Įķ┘|(zh©¼)ųąęŲäėĄ─£žČ╚ĮŌčž╝¶Ūą├µķLČ╚ĘĮŽ“▀M(j©¼n)ąąĘeĘųŻ¼Į©┴ó╝¶Ūą├µ¤ßį┤ū„ė├Ž┬ŪąŽ„£žČ╚ĮŌ╬÷ŅA(y©┤)£y─Żą═ĪŻ×ķ┴╦£p╔┘ėŗ(j©¼)╦ŃļyČ╚Ż¼ėąŽ▐į¬─ŻöMĘ┬šµ▒╗ÅVĘ║ė├ė┌ŪąŽ„£žČ╚蹊┐ĪŻGlänzel Ą╚[26] ═©▀^ėąŽ▐į¬Ę┬šµ▄ø╝■─ŻöM┴╦╝ė╣ż▀^│╠ųąŪąą╝Ą─«a(ch©Żn)╔·▀^│╠Ż¼═Ųī¦(d©Żo)│÷ĄČŠ▀║═Ūąą╝Įėė|├µęį╝░ĄČŠ▀║═╣ż╝■Įėė|├µĄ─¤ß┴„Ż¼į┌┐╝æ]¤ßé„▀fĄ─╗∙ĄA(ch©│)╔ŽŻ¼ī”ŪąŽ„▀^│╠ųąĄ─£žČ╚ł÷▀M(j©¼n)ąą┴╦Ę┬šµĪŻPittalàĄ╚[27] ═©▀^ā×(y©Łu)╗»ŪąŽ„£žČ╚ŅA(y©┤)£yųĄ┼cīŹ(sh©¬)“×(y©żn)ųĄų«ķgĄ─š`▓Ņī”Johnson-Cook ▒Šśŗ(g©░u)─Żą═▀M(j©¼n)ąą┴╦ś╦(bi©Īo)Č©Ż¼└¹ė├įō─Żą═Į©┴ó┴╦Ti6Al4V Ōü║ŽĮŃŖŽ„▀^│╠Ą─ėąŽ▐į¬Ę┬šµ─Żą═Ż¼īŹ(sh©¬)¼F(xi©żn)ī”╣ż╝■▒Ē├µ£žČ╚Ą─£╩(zh©│n)┤_ŅA(y©┤)£yĪŻYan Ą╚[28] ĮĶų·─ŻöMĘ┬šµĘų╬÷┴╦╝ė╣żĮń├µ£žČ╚ūā╗»ĪŻ┐╔ęį░l(f©Ī)¼F(xi©żn)Ż¼Ė▀£žģ^(q©▒)ė“│÷¼F(xi©żn)į┌ĄČŠ▀-Ūąą╝Įėė|ģ^(q©▒)ė“Ż¼ūŅĖ▀£žČ╚│÷¼F(xi©żn)į┌Įėė|├µĖĮĮ³ĪŻ
ų„ę¬įŁę“╩Ūį┌Ūąą╝ą╬│╔▀^│╠ųąŻ¼┤¾▓┐Ęųūāą╬─▄╩ūŽ╚į┌Ūąą╝ųą▐D(zhu©Żn)╗»×ķ¤ß┴┐Ż¼═©▀^¤ßé„ī¦(d©Żo)į┌Ūąą╝Īó╣ż╝■║═ĄČŠ▀ųąŽ¹╔óĪŻļSų°ŪąŽ„▀^│╠Ą─└^└m(x©┤)Ż¼ĄČŠ▀Ū░ĄČ├µ║═Ūąą╝ų«ķgĄ──”▓┴╝ėäĪŻ¼ĄČŠ▀Ū░ĄČ├µ│ą╩▄Ė³┤¾ē║┴”Ż¼«a(ch©Żn)╔·Ė³ČÓĄ─¤ß┴┐ĪŻĮŌ╬÷Ę©║═─ŻöMĘ┬šµĘ©Ą─£╩(zh©│n)┤_ąįČ╝ąĶę¬═©▀^░ļ╚╦╣ż¤ßļŖ┼╝Ę©║═¤ßŽ±āx£yįćĘ©▀M(j©¼n)ąąīŹ(sh©¬)“×(y©żn)“×(y©żn)ūCĪŻTan Ą╚[29] ĮĶų·¤ßŽ±āxė^£yTi6Al4V Ōü║ŽĮŃŖŽ„▀^│╠ŪąŽ„£žČ╚ūā╗»Ż¼░l(f©Ī)¼F(xi©żn)ŪąŽ„£žČ╚į┌12 s║¾▀_(d©ó)ĄĮĘĆ(w©¦n)Č©ĀŅæB(t©żi)ĪŻSun Ą╚[30] └¹ė├░ļ╚╦╣ż¤ßļŖ┼╝£yįćTi6Al4V Ōü║ŽĮŃŖŽ„£žČ╚Ż¼Ęų╬÷┴╦ŃŖŽ„ģóöĄ(sh©┤)ī”£žČ╚ł÷Ą─ė░ĒæęÄ(gu©®)┬╔Ż¼Į©┴ó┴╦ŃŖŽ„£žČ╚Įø(j©®ng)“×(y©żn)ŅA(y©┤)£y─Żą═ĪŻčąŠ┐▒Ē├„Ż¼«ö(d©Īng)ŪąŽ„£žČ╚│¼▀^500 Īµ Ģr(sh©¬)Ż¼ė╔ė┌Ōü║ŽĮ▓─┴Ž║═ĄČŠ▀▓─┴Ž╗»īW(xu©”)ėH║═┴”╠ßĖ▀Ż¼ā╔ĘN▓─┴Ž░l(f©Ī)╔·š│ĮėżĖĮą¦æ¬(y©®ng)į÷╝ėŻ¼Å─Č°ĮĄĄ═╝ė╣ż┘|(zh©¼)┴┐[31]ĪŻ╬─½I(xi©żn)[32] ųĖ│÷TiAlN ═┐īėĄČŠ▀ŪąŽ„Ōü║ŽĮĄ─ūŅĖ▀£žČ╚×ķ669.1 ĪµŻ¼ĘŪ═┐īėĄČŠ▀ŪąŽ„Ą─ūŅĖ▀£žČ╚×ķ629.2 ĪµŻ¼ŅÉĮäé╩»Ż©DLCŻ®═┐īėĄČŠ▀ŪąŽ„Ą─ūŅĖ▀£žČ╚×ķ492.0 ĪµŻ¼TiCN ═┐īėĄČŠ▀ŪąŽ„Ą─ūŅĖ▀£žČ╚×ķ471.5 ĪµĪŻDLC║═TiCN ═┐īėĄČŠ▀Ą─£žČ╚Ą═ė┌TiAIN ═┐īėĄČ║═ĘŪ═┐īėĄČŠ▀Ą─£žČ╚Ż¼▀@╩Ūę“?y©żn)ķDLC ═┐īėŻ©μ = 0.1Ż®║═TiCN ═┐īėŻ© μ = 0.3Ż®Ą──”▓┴ę“öĄ(sh©┤)Ą═ė┌TiAIN ═┐īėŻ©μ ŻĮ 0.5Ż®Ż¼Ūąą╝┼c╣żŠ▀▒Ē├µų«ķgę“─”▓┴«a(ch©Żn)╔·Ą─¤ß┴┐▌^ąĪĪŻ┤╦═ŌŻ¼TiAlN ═┐īėŠ▀ėą┼cŌü║ŽĮŽÓ╦ŲĄ─╗»īW(xu©”)│╔ĘųŻ¼▀@ā╔ĘN▓─┴Žų«ķg║▄╚▌ęū░l(f©Ī)╔·żĖĮŻ¼į÷╝ėŪąŽ„£žČ╚ĪŻ
ė╔ė┌Ōü║ŽĮĄ─ī¦(d©Żo)¤ßŽĄöĄ(sh©┤)║▄Ą═Ż¼āH×ķŲš═©Įī┘Ą─1/8Ż¼╩Ū▓╗õPõōĄ─ę╗░ļŻ¼ī¦(d©Żo)ų┬Ųõ╝ė╣ż▀^│╠ųą╔ó¤ß▓╗╝čĪŻĮ³─ĻüĒīW(xu©”)š▀╠ß│÷ė├Ė─ūā└õģsĘĮ╩ĮĄ─╝╝ąg(sh©┤)ĮĄĄ═Ōü║ŽĮŪąŽ„£žČ╚Ż¼▒ŖČÓ蹊┐ĮY(ji©”)╣¹Š∙▒Ē├„┤╦ĘĮĘ©┐╔ęį├„’@Ė─╔ŲŌü║ŽĮŪąŽ„╝ė╣żąį─▄ĪŻSong Ą╚[33] Ęų╬÷┴╦╦─ĘN▓╗═¼└õģsĘĮ╩ĮŽ┬Ą─Ōü║ŽĮTi6Al4V ŪąŽ„£žČ╚Ż¼Ė╔ŪąŽ„Śl╝■Ž┬ŪąŽ„£žČ╚┐╔▀_(d©ó)390 ĪµŻ¼ ╬ó┴┐ØÖ╗¼Ż©MQLŻ®Śl╝■Ž┬ŪąŽ„£žČ╚×ķ360 ĪµŻ¼Ą═£žŻ©CryoŻ®Łh(hu©ón)Š│Ž┬ŪąŽ„£žČ╚×ķ330 ĪµŻ¼Ą═£ž╬ó┴┐ØÖ╗¼Ż©CryoMQLŻ®Śl╝■Ž┬ŪąŽ„£žČ╚×ķ310 ĪµŻ¼ŽÓ▒╚ė┌Ė╔ŪąŽ„Ż¼ūŅĖ▀£žČ╚ĮĄĄ═80 ĪµĪŻ
š{(di©żo)╣Ø(ji©”)╣ż╦ćģóöĄ(sh©┤)╩Ū┐žųŲŪąŽ„£žČ╚Ą─ėąą¦═ŠÅĮŻ¼▒ŖČÓīW(xu©”)š▀═©▀^▓╗═¼īŹ(sh©¬)“×(y©żn)ęÄ(gu©®)äØĘų╬÷┴╦╣ż╦ćģóöĄ(sh©┤)ī”ŪąŽ„£žČ╚ūā╗»Ą─ė░ĒæęÄ(gu©®)┬╔ĪŻLin Ą╚[34] Ęų╬÷┴╦Ti6Al4V Ōü║ŽĮŃŖŽ„£žČ╚ūā╗»Ż¼Ą├ĄĮ vc = 40 m/minŻ¼ap = 0.08 mmŚl╝■Ž┬ūŅ┤¾ŪąŽ„£žČ╚║═ū▀ĄČŠÓļxų«ķgĄ─ĻP(gu©Īn)ŽĄĪŻŪąŽ„╝ė╣żįńŲ┌Ż¼ūŅĖ▀£žČ╚╝▒äĪ╔²Ė▀Ż¼į┌Ū░▀M(j©¼n)0.3 mm ║¾╗∙▒ŠĘĆ(w©¦n)Č©ė┌800 ĪµĪŻŪąŽ„╦┘Č╚ąĪė┌80 m/min Ģr(sh©¬)Ż¼ ŪąŽ„£žČ╚ļSų°ŪąŽ„╦┘Č╚Ą─į÷╝ėČ°į÷╝ėŻ╗ŪąŽ„╦┘Č╚┤¾ė┌80 m/minŻ¼ŪąŽ„╔ŅČ╚×ķ0.04 mm ║═0.08 mm Ģr(sh©¬)Ż¼ŪąŽ„£žČ╚╗∙▒ŠĘĆ(w©¦n)Č©Ż¼▓óėąŠÅ┬²Ž┬ĮĄ┌ģä▌ĪŻßśī”Ė▀╦┘ŪąŽ„Ż¼Sulaiman Ą╚[35] 蹊┐░l(f©Ī)¼F(xi©żn)ļSų°ŪąŽ„╦┘Č╚Īó▀M(j©¼n)Įo┴┐Ą─╠ßĖ▀Ż¼Ti6Al4V Ōü║ŽĮŪąŽ„£žČ╚╝▒äĪ╔²Ė▀ĪŻę“?y©żn)ķ╠ßĖ▀ŪąŽ„╦┘Č╚Ģ■╩╣─”▓┴ę“ö?sh©┤)╔²Ė▀Ż¼▀M(j©¼n)Įo╦┘Č╚Ą─╠ß╔²į÷╝ėŪąą╝Įž├µĘeŻ¼Å─Č°šT░l(f©Ī)─”▓┴ę“öĄ(sh©┤)į÷╝ėŻ¼ūāą╬ģ^(q©▒)£žČ╚╠ßĖ▀ĪŻ«ö(d©Īng)ŪąŽ„╦┘Č╚Å─300 m/min į÷╝ėų┴600 m/minŻ¼ŪąŽ„£žČ╚╔²Ė▀17%Ż╗«ö(d©Īng)▀M(j©¼n)Įo╦┘Č╚Å─0.1 mm/rev į÷╝ėĄĮ0.25 mm/rev Ģr(sh©¬)Ż¼ŪąŽ„£žČ╚╔²Ė▀12%ĪŻ▀@┼c╬─½I(xi©żn)[36]Ī½[40] ųąĘų╬÷Ą├ĄĮĄ─ė░ĒæęÄ(gu©®)┬╔ę╗ų┬ĪŻ┤╦═ŌŻ¼Åł║ķ╔Į[41] ═©▀^īŹ(sh©¬)“×(y©żn)蹊┐▒Ē├„Ż¼TC25 ŃŖŽ„£žČ╚Ą─ūā╗»┼c╣ż╦ćģóöĄ(sh©┤)│╔š²▒╚Ż¼ī”Ōü║ŽĮŪąŽ„£žČ╚ė░ĒæūŅ’@ų°Ą─ę“╦ž╩ŪŪąŽ„╦┘Č╚║═▀M(j©¼n)Įo┴┐ĪŻ╚╗Č°Ż¼ŚŅę„’wĄ╚[42] ▓╔ė├▓╗═¼ĄČŲ¼Ż© M40ĪóWSP45Ż®▀M(j©¼n)ąąTi6Al4VŌü║ŽĮ┤¾▀M(j©¼n)ĮoŃŖŽ„Ż¼░l(f©Ī)¼F(xi©żn)ŪąŽ„£žČ╚ļSų°├┐²X▀M(j©¼n)Įo┴┐Ą─į÷╝ėČ°į÷╝ėŻ¼Ą½╩ŪŻ¼«ö(d©Īng)fz > 0.8 mm/z Ģr(sh©¬)Ż¼M40 ĘĮą╬ĄČŲ¼Ą─ŪąŽ„£žČ╚į÷ķLĘ∙Č╚├„’@£p╚§Ż╗«ö(d©Īng)fz > 1.2 mm/zĢr(sh©¬)Ż¼WSP45 ╚²ĮŪą╬ĄČŲ¼Ą─ŪąŽ„£žČ╚į┌450 Īµ ū¾ėę▓©äėĪŻÅłĮ©’wĄ╚[43] ═©▀^īŹ(sh©¬)“×(y©żn)蹊┐░l(f©Ī)¼F(xi©żn)«ö(d©Īng)?sh©┤)Č╝ŌłAĮŪ░ļÅĮr < 0.01 mm Ģr(sh©¬)Ż¼ĄČŠ▀Ū░ĮŪī”ŪąŽ„£žČ╚Ą─ė░Ēæ┐╔ęį║÷┬įĪŻĄ½╩ŪŻ¼«ö(d©Īng)?sh©┤)Č╝ŌłAĮŪ░ļÅĮr > 0.01 mm Ģr(sh©¬)Ż¼ĄČŠ▀Ū░ĮŪĄ─į÷╝ėī¦(d©Żo)ų┬ŪąŽ„īė▓─┴Ž╦▄ąįūāą╬į÷╝ėŻ¼┤¾┴┐ŪąŽ„─▄║─▐D(zhu©Żn)╗»ę²ŲŪąŽ„╝ė╣żģ^(q©▒)£žČ╚╔²Ė▀ĪŻ
Ōü║ŽĮŪąŽ„╝ė╣żųąŻ¼╣ż╦ćę“ūėī”ŪąŽ„£žČ╚Ą─ė░ĒæęÄ(gu©®)┬╔╚ń▒Ē2 ╦∙╩ŠĪŻī”Ōü║ŽĮŪąŽ„£žČ╚ė░ĒæūŅ’@ų°Ą─ę“╦ž╩ŪŪąŽ„╦┘Č╚║═▀M(j©¼n)Įo┴┐Ż¼Ųõ┤╬╩ŪŪąŽ„╔ŅČ╚Ż¼ūŅ║¾×ķŪąŽ„īÆČ╚ĪŻŪąŽ„£žČ╚ļSų°ŪąŽ„╦┘Č╚Īó▀M(j©¼n)Įo┴┐ĪóŪąŽ„╔ŅČ╚Ą─į÷╝ėČ°į÷┤¾Ż¼ļSų°ŪąŽ„īÆČ╚Ą─į÷╝ėČ°┬įėą£pąĪĪŻŪąŽ„£žČ╚Ģ■ļSų°ĄČŠ▀─źōp┴┐ĪóĄČŠ▀Ū░ĮŪĄ─į÷╝ėČ°į÷┤¾Ż¼TiCN ═┐īėĄČŠ▀Ė³▀mė├ė┌Ōü║ŽĮŪąŽ„Ż¼┐╔ęį╩╣ŪąŽ„£žČ╚ĮĄĄ═Į³25%ĪŻ┤╦═ŌŻ¼Ą═£ž╬ó┴┐ØÖ╗¼ĘĮ╩Į┐╔ęį’@ų°ĮĄĄ═ŪąŽ„£žČ╚Ż¼╩ŪīŹ(sh©¬)¼F(xi©żn)ŠG╔½ŪąŽ„ĪóĖ─╔ŲŌü║ŽĮ╔ó¤ß─▄┴”Ą─ėąą¦═ŠÅĮĪŻ

3 Īó▒Ē├µ═Ļš¹ąį蹊┐¼F(xi©żn)ĀŅ
3.1 ▒Ē├µ┤ų▓┌Č╚║═ą╬├▓
▒Ē├µ┤ų▓┌Č╚║═ą╬├▓ų„ę¬╩ŪŪąŽ„╝ė╣żųą▓─┴ŽĄ─╚ź│²ū„ė├«a(ch©Żn)╔·Ą─Ż¼ę▓╩Ū▒Ēš„║═įuār(ji©ż)▒Ē├µ═Ļš¹ąįĄ─ųžę¬ųĖś╦(bi©Īo)Ż¼╩ŪĄČŠ▀╠žš„Īó╝ė╣ż╣żørĪóŪąŽ„ģóöĄ(sh©┤)Ą╚ę“╦žŠC║Žū„ė├Ą─ĮY(ji©”)╣¹ĪŻęčėąčąŠ┐░l(f©Ī)¼F(xi©żn)Ż¼▀M(j©¼n)Įo┴┐║═ŪąŽ„╦┘Č╚╩Ūė░Ēæ▒Ē├µ┤ų▓┌Č╚Ą─ųžę¬ę“╦ž[18Ż¼44-45]ĪŻŌü║ŽĮTi6Al4V ŪąŽ„▒Ē├µ┤ų▓┌Č╚ļSų°ŪąŽ„╦┘Č╚Ą─į÷╝ėŽ╚£pąĪ║¾į÷┤¾Ż¼▀M(j©¼n)Įo┴┐įĮ┤¾Ż¼▒Ē├µ┤ų▓┌Č╚įĮ┤¾[18Ż¼46]ĪŻ
Hassanpour Ą╚[47] ī”Ōü║ŽĮTi6Al4V Ė▀╦┘ŃŖŽ„╝ė╣żū÷┴╦įö╝Ü(x©¼)Ą─蹊┐Ż¼Ęų╬÷Ą├ĄĮ▒Ē├µ┤ų▓┌Č╚┼cŪąŽ„╦┘Č╚│╔Ę┤▒╚Ż¼┼c▀M(j©¼n)Įo┴┐│╔š²▒╚ĪŻ╣╠Č©▀M(j©¼n)Įo┴┐×ķ0.04 mm/zŻ¼į┌Ą═ŪąŽ„╦┘Č╚Ż©150 m/minŻ®Ž┬Ż¼▒Ē├µ│÷¼F(xi©żn)░╝┐ėĪó╬█³c(di©Żn)║═╦║┴čŻ╗ųąĄ╚╦┘Č╚Ż©300 m/minŻ®Ž┬Ż¼╚▒Ž▌öĄ(sh©┤)┴┐£p╔┘Ż╗Č°į┌Ė▀╦┘Ż©450 m/minŻ®Ž┬Ż¼╝ė╣ż▒Ē├µŠ∙ä“Īó╣Ō╗¼ĪŻßśī”▓─┴ŽTi64Ż¼ Che-Haron Ą╚[48] ░l(f©Ī)¼F(xi©żn)«ö(d©Īng)▀M(j©¼n)Įo┴┐f =0.35 mm/rĪóŪąŽ„╔ŅČ╚ap = 2 mm Ģr(sh©¬)Ż¼ŪąŽ„╦┘Č╚Å─45 m/min ųØuį÷╝ėĄĮ100 m/minŻ¼ŃŖŽ„▒Ē├µ┤ų▓┌Č╚ųĄļSų°ŪąŽ„╦┘Č╚Ą─į÷╝ėČ°į÷╝ėĪŻį┌ŪąŽ„╦┘Č╚vc =40Ī½160 m/minĪó▀M(j©¼n)Įo┴┐f = 0.1 mm/zĪóŪąŽ„╔ŅČ╚ap =1 mm ŪąŽ„ģóöĄ(sh©┤)Ž┬ę▓Š▀ėą▀@ĘNūā╗»┌ģä▌[44]ĪŻ
×ķ┴╦╠ĮŠ┐╣ż╦ćģóöĄ(sh©┤)ī”▒Ē├µ┤ų▓┌Č╚║═ą╬├▓ė░ĒæĄ─’@ų°Č╚Ż¼Yao Ą╚[49] ║═Liu Ą╚[50] Įø(j©®ng)▀^īŹ(sh©¬)“×(y©żn)蹊┐▒Ē├„Ż║TB6 ŃŖŽ„▒Ē├µ┤ų▓┌Č╚╩▄ŪąŽ„╦┘Č╚║═▀M(j©¼n)Įo╦┘Č╚ė░Ēæ’@ų°Č╚┤¾ė┌ŪąŽ„╔ŅČ╚║═ŪąŽ„īÆČ╚ĪŻYang Ą╚[51] ═©▀^īŹ(sh©¬)“×(y©żn)Ęų╬÷šJ(r©©n)×ķŪąŽ„╦┘Č╚Ą─į÷╝ėī¦(d©Żo)ų┬┤ų▓┌Č╚Ra ║═Sa ĮĄĄ═Ą─Ė∙▒ŠįŁę“╩ŪĘeą╝┴÷ĪŻ«ö(d©Īng)ae ųĄąĪė┌1.5 mmŻ©ĄČŠ▀░ļÅĮĄ─ę╗░ļŻ®Ģr(sh©¬)Ż¼Rz ║═Sz Ą─ūā╗»Ū·ŠĆČ╝ŽÓī”ŲĮ╠╣ĪŻĄ½╩ŪŻ¼«ö(d©Īng)ae Ą─ųĄ┤¾ė┌1.5 mm Ģr(sh©¬)Ż¼Rz ║═Sz Ą─ųĄĢ■┐ņ╦┘╔Ž╔²ĪŻ▀@Üwę“ė┌ŪąŽ„īÆČ╚Ą─į÷╝ė╚▌ęū╝ėäĪŃŖŽ„ŅØš±ĪŻ╗∙ė┌įō└ĒšōŻ¼ų▄ūė═¼Ą╚[52] ▀M(j©¼n)ąą┴╦TB6 ŃŖŽ„▒Ē├µ┤ų▓┌Č╚ļSŪąŽ„╦┘Č╚Īó▀M(j©¼n)Įo┴┐ūā╗»čąŠ┐Ż¼ųĖ│÷«ö(d©Īng)ŪąŽ„╦┘Č╚Ė▀ė┌100 m/min Ģr(sh©¬)Ż¼TB6 ŃŖŽ„▒Ē├µ┤ų▓┌Č╚Ra Š∙ųĄ┐╔▀_(d©ó)0.25 μmŻ¼├┐²X▀M(j©¼n)Įo┴┐Å─0.04 mm/z į÷╝ė×ķ0.12 mm/zŻ¼▒Ē├µ┤ų▓┌Č╚Ra Š∙ųĄÅ─0.25 μm į÷ų┴0.45 μmĪŻ
╝ė╣żĄČŠ▀Ą─▓─┴ŽĪóą╬ĀŅĪóū╦æB(t©żi)Ą╚╠žš„╩Ū▒Ē├µ┤ų▓┌Č╚«a(ch©Żn)╔·ūā╗»Ą─ĻP(gu©Īn)µIę“╦žĪŻAbdelnasser Ą╚[53] ▀M(j©¼n)ąą┴╦CBN ║══┐īė╠š┤╔ĄČŲ¼▄掄Ti6A14V ║ŽĮīŹ(sh©¬)“×(y©żn)蹊┐Ż¼įu╣└┴╦╣ż╦ćģóöĄ(sh©┤)╝░ŲõŽÓ╗źū„ė├ī”▒Ē├µ┤ų▓┌Č╚Ą─ė░ĒæŻ¼░l(f©Ī)¼F(xi©żn)═┐īė╠š┤╔ĄČŲ¼┐╔ęįīó▒Ē├µ┤ų▓┌Č╚Ė─╔Ų34%ĪŻCBN ĄČŲ¼į┌ūŅąĪŪąŽ„╔ŅČ╚ap = 0.25 mmŻ¼Ą═▀M(j©¼n)Įo┴┐f = 0.1 mm/r║═Ė▀ŪąŽ„╦┘Č╚vc = 100 m/min Ž┬ Š▀ėąĖ³║├Ą─ą¦╣¹Ż©Ra = 0.315 μmŻ®Ż╗Č°═┐īė╠š┤╔ĄČŠ▀į┌ŪąŽ„╔ŅČ╚ap = 0.2 mmŻ¼ ▀M(j©¼n)Įo┴┐f = 0.1 mm/r║═Ą═ŪąŽ„╦┘Č╚vc = 50 m/min Ģr(sh©¬)Š▀ėąūŅąĪĄ─▒Ē├µ┤ų▓┌Č╚0.55 μmĪŻ×ķ┴╦Ęų╬÷ĄČŠ▀Ą─▓╗═¼Äū║╬ą╬ĀŅī”▒Ē├µ┤ų▓┌Č╚Ą─ė░ĒæŻ¼Liu Ą╚[50] ▓╔ė├▓╗═¼ą╬ĀŅĄ─ė▓┘|(zh©¼)║ŽĮĄČŠ▀▀M(j©¼n)ąąTB6 ŃŖŽ„īŹ(sh©¬)“×(y©żn)Ż¼╠ß│÷ūā╣Ø(ji©”)ŠÓŃŖĄČĄ─▒Ē├µ┤ų▓┌Č╚ūŅ┤¾Ż¼Ųõ┤╬×ķś╦(bi©Īo)£╩(zh©│n)Č╦ŃŖĄČŻ¼ūŅ║¾×ķūā┬▌ŠÓŃŖĄČĪŻßśī”TC4 Ōü║ŽĮśŗ(g©░u)╝■Ż¼Daymin Ą╚[54] 蹊┐▒Ē├„╣ż╝■āAĮŪ×ķ25°Ģr(sh©¬)═┐īėĄČŠ▀Č╦ŃŖ▒Ē├µ┤ų▓┌Č╚ūŅ║├Ż╗Mhamdi Ą╚[55] ųĖ│÷Ū“Ņ^ŃŖĄČŃŖŽ„░╝Ū·├µĢr(sh©¬)ā╔é╚(c©©)Ą─▒Ē├µ┤ų▓┌Č╚ąĪė┌Ąū▓┐ĪŻ═©▀^Ū“Ņ^ŃŖĄČ╝ė╣żŌü║ŽĮ▒Ī▒┌╚~Ų¼īŹ(sh©¬)“×(y©żn)Ż¼Lim Ą╚[56] ░l(f©Ī)¼F(xi©żn)ĄČ▌Sé╚(c©©)āAĪó╦«ŲĮŽ“ā╚(n©©i)ū▀ĄČĘĮ╩Į╩ŪŃŖŽ„ē║ÜŌÖC(j©®)╚~Ų¼ūŅĘĆ(w©¦n)Č©Ą─ĄČŠ▀ū╦æB(t©żi)ĪŻ
Č°Lee Ą╚[57] ģs░l(f©Ī)¼F(xi©żn)┤╣ų▒Ž“═Ōū▀ĄČĪó╣ż╝■āAĮŪ45°Ģr(sh©¬)Ą─▒Ē├µ┘|(zh©¼)┴┐║├Īóūāą╬│╠Č╚ąĪĪŻ
ŪąŽ„╝ė╣ż▀^│╠ųą║¾ĄČ├µ╔Žą╬│╔Ą─Ęeą╝┴÷Ģ■╩╣ĄČŠ▀Ų½ļxįŁ╩╝ęÄ(gu©®)äØ┬ĘÅĮ[58]Ż¼įņ│╔▒Ē├µ┤ų▓┌Č╚į÷╝ėĪŻSafari Ą╚[59] ═©▀^蹊┐Ti6Al4V Ōü║ŽĮĖ▀╦┘ŃŖŽ„Ż¼╠ß│÷▒Ē├µ┤ų▓┌Č╚║═ĄČŠ▀─źōpĀŅæB(t©żi)├▄ŪąŽÓĻP(gu©Īn)Ż¼╚½ą┬ĄČŠ▀╝ė╣żĄ─▒Ē├µ┤ų▓┌Č╚ąĪė┌─źōpĄČŠ▀ĪŻ▒Ē├µ┤ų▓┌Č╚ļSų°▀M(j©¼n)Įo┴┐Ą─į÷┤¾Č°£pąĪŻ¼ŪąŽ„╦┘Č╚vc = 100 m/minŽÓ▒╚vc = 300 m/min Ą─▒Ē├µ┤ų▓┌Č╚ĮĄĄ═40%ĪŻ╗∙ė┌┤╦└ĒšōŻ¼Liang Ą╚[60] ║═Yang Ą╚[58] Ęųäeßśī”Ti6Al4V║═Ti-1023 Ōü║ŽĮ蹊┐Ż¼░l(f©Ī)¼F(xi©żn)ĄČŠ▀ŪąŽ„╚ąĄ─▌å└¬║═╝ė╣ż▒Ē├µĄ─░╝═╣▓©äėŠ▀ėąš²ŽÓĻP(gu©Īn)ąįĪŻĄČŠ▀─źōpįĮć└(y©ón)ųžŻ¼╝ė╣ż▒Ē├µ│÷¼F(xi©żn)Ą─░╝▓█įĮ├„’@[60]ĪŻ
ŪąŽ„ę║─▄ĮĄĄ═ŪąŽ„ģ^(q©▒)ė“Ą─£žČ╚Ż¼£p╔┘ŪąŽ„ĄČŠ▀┼c╣ż╝■ķg─”▓┴Ż¼ŪÕ│²Ūąą╝╗“ĄČŠ▀├ō┬õÜł┴¶Ż¼Ę└ų╣╦³éāŽÓ╗źżĮY(ji©”)╝░żĖĮį┌╣ż╝■ĪóĄČŠ▀╔ŽŻ¼ŲŲē─╝ė╣ż┘|(zh©¼)┴┐ĪŻLitwa Ą╚[61] ▀M(j©¼n)ąą┴╦Ti6Al4V Ōü║ŽĮ▓╗═¼└õģsĘĮ╩ĮĄ─ŃŖŽ„▒Ē├µ┤ų▓┌Č╚蹊┐Ż¼ųĖ│÷▀M(j©¼n)Įo╦┘Č╚ī”▒Ē├µ┤ų▓┌Č╚Ą─ė░ĒæūŅ┤¾Ż¼Ųõ┤╬╩ŪŪąŽ„╦┘Č╚Ż¼╚╗║¾╩ŪŃŖŽ„╔ŅČ╚ĪŻ╦¹éā▀Ć░l(f©Ī)¼F(xi©żn)į┌Ą═ŪąŽ„╦┘Č╚Ž┬Ż¼╦«└õģsĄ─▒Ē├µ┤ų▓┌Č╚Ė▀ė┌Ė▀ē║└õģsŻ©HPŻ®Īó│¼┼RĮńCO2 └õģs║═│¼┼RĮńCO2 ╬ó┴┐ØÖ╗¼Ż¼Ą½╩Ū▒Ē├µ┤ų▓┌Č╚Ą─į÷╝ė║═Ti Ą─ŽÓūāĢ■ė░Ēæ╝ė╣ż▒Ē├µĄ─╚õūāÅŖ(qi©óng)Č╚Ż¼Å─Č°ė░Ēæ─═╬gąį[62]ĪŻKaynak Ą╚[63] 蹊┐┴╦Ōü║ŽĮ▓╗═¼└õģsĘĮ╩ĮŽ┬Ą─▒Ē├µ┤ų▓┌Č╚║═ą╬├▓Ż¼ųĖ│÷╬ó┴┐ØÖ╗¼Ż©MQLŻ®Śl╝■«a(ch©Żn)╔·Ą─╝ė╣ż▒Ē├µļm╚╗ėąĘeą╝┴÷ČčĘeą╬│╔Ą─š│ą╝Ż¼Ą½╩Ū▒Ē├µ╣╚ĘÕ║═╣╚ĄūķgĄ─ŠÓļx▌^ąĪŻ¼▒Ē├µ┤ų▓┌Č╚║├Ż╗╦«└õ║═Ė▀ē║└õģsŻ©HPCŻ®Śl╝■«a(ch©Żn)╔·Ą─▒Ē├µū▀ĄČ║██Eī¦(d©Żo)ų┬ŲĮŠ∙▒Ē├µ┤ų▓┌Č╚į÷╝ėĪŻ
ŪąŽ„╝ė╣ż▒Ē├µ«a(ch©Żn)╔·Ą─╝ė╣żĄČ║█ĪóäØé¹Ą╚╚▒Ž▌▓┐╬╗Ģ■«a(ch©Żn)╔·æ¬(y©®ng)┴”╝»ųąŻ¼Įo╩╣ė├░▓╚½Ä¦üĒŠ▐┤¾ļ[╗╝ĪŻŌü║ŽĮĻP(gu©Īn)µIśŗ(g©░u)╝■ū„×ķĮ^ī”Ą─│ą┴”▓┐╝■Ż¼ī”æ¬(y©®ng)┴”╝»ųą╩«Ęų├¶ĖąĪŻ×ķ┴╦ĘĮ▒Ń▀M(j©¼n)ąąśŗ(g©░u)╝■ąį─▄ā×(y©Łu)┴ėįuār(ji©ż)Ż¼īW(xu©”)š▀╗∙ė┌Č■ŠS▒Ē├µ┤ų▓┌Č╚║═╚²ŠS▒Ē├µą╬├▓▒Ēš„ģóöĄ(sh©┤)Į©┴ó┴╦╩ĮŻ© 1Ż® [64] ║═╩ĮŻ© 2Ż® [65] ╦∙╩Š▒Ē├µæ¬(y©®ng)┴”╝»ųąŽĄöĄ(sh©┤)kt Ą─Č©┴┐▒Ē▀_(d©ó)╩ĮŻ¼╠ß│÷ā╔ĘNĘĮĘ©į┌▓╗═¼ŪąŽ„Śl╝■Ž┬Ą─ūā╗»┌ģä▌ę╗ų┬ĪŻ┐╔ęį░l(f©Ī)¼F(xi©żn)Ż¼æ¬(y©®ng)┴”╝»ųąŽĄöĄ(sh©┤)kt ┼c╝ė╣ż▌å└¬╦Ńąg(sh©┤)ŲĮŠ∙Ė▀Č╚ĪóĘÕ╣╚Ė▀Č╚│╔š²▒╚Ż¼┼cūŅ┤¾Ė▀Č╚│╔Ę┤▒╚ĪŻ

╩ĮųąŻ║Ra ×ķ▌å└¬╦Ńąg(sh©┤)ŲĮŠ∙Ų½▓ŅŻ╗Ry ×ķ▌å└¬ūŅ┤¾ĘÕ╣╚Ė▀Č╚Ż╗Rz ×ķ▒Ē├µ╬óė^▓╗ŲĮ╩«³c(di©Żn)Ė▀Č╚Ż╗Sa ×ķ╦Ńąg(sh©┤)ŲĮŠ∙Ė▀Č╚Ż╗ Sp ×ķūŅ┤¾ĘÕųĄĖ▀Č╚Ż╗ Sv ×ķūŅ┤¾╣╚ĄūĖ▀Č╚Ż╗Sz ×ķūŅ┤¾Ė▀Č╚ĪŻ
╔Ž╩÷蹊┐ĮY(ji©”)╣¹▒Ē├„Ż¼Ōü║ŽĮŪąŽ„▒Ē├µ┤ų▓┌Č╚Ą─Ė▀Ą═┼c╣ż╦ćģóöĄ(sh©┤)ĪóĄČŠ▀▓─┴ŽĪóĄČŠ▀─źōpĪó└õģsĘĮ╩ĮĄ╚Śl╝■├▄ŪąŽÓĻP(gu©Īn)ĪŻ▒Ē├µ┤ų▓┌Č╚ļSų°╣ż╦ćę“ūėĄ─į÷┤¾Č°į÷╝ėŻ¼ī”▒Ē├µ┤ų▓┌Č╚ė░ĒæūŅ’@ų°Ą─ę“╦ž╩ŪŪąŽ„╦┘Č╚║═▀M(j©¼n)Įo┴┐ĪŻŪąŽ„╝ė╣ż▀^│╠ųąŪąŽ„┴”┤¾ĪóŪąŽ„£žČ╚Ė▀Ģ■╝ėäĪĄČŠ▀─źōpŻ¼ų┬╩╣╝ė╣ż▒Ē├µ│÷¼F(xi©żn)├„’@░╝▓█Ż¼į÷┤¾▒Ē├µ┤ų▓┌Č╚ĪŻ┤╦═ŌŻ¼╬ó┴┐ØÖ╗¼Ż©MQLŻ®└õģsĘĮ╩Į─▄£p╔┘ĄČŠ▀┼c╣ż╝■ų«ķgĄ──”▓┴Ż¼ŪÕ│²Ūąą╝£■┴¶Üł?ji©Īn)³Ż¼╠ßĖ▀Ōü║ŽĮŪąŽ„╝ė╣ż▒Ē├µ┘|(zh©¼)┴┐ĪŻ
3.2 ÜłėÓæ¬(y©®ng)┴”
╝ė╣ż▒Ē├µųąĄ─ÜłėÓæ¬(y©®ng)┴”╩ŪūįŲĮ║Ōā╚(n©©i)▓┐æ¬(y©®ng)┴”Ż¼╝┤ÅŚ╦▄ąį╬’¾wĮø(j©®ng)Üv┤¾ūāą╬║¾īó═Ō▓┐žō(f©┤)▌dĪó┼żŠž║═¤ß╠▌Č╚Ęų▓╝╗ųÅ═(f©┤)ĄĮ╬’¾w│§╩╝ĀŅæB(t©żi)║¾▒Ż┴¶į┌╬’¾wųąĄ─ā╚(n©©i)▓┐æ¬(y©®ng)┴”ĪŻŪąŽ„╝ė╣ż║¾Ą─ÜłėÓæ¬(y©®ng)┴”ų„ę¬üĒį┤ė┌ÖC(j©®)ąĄæ¬(y©®ng)┴”«a(ch©Żn)╔·Ą─╦▄ą╬ūāą╬Īó¤ßæ¬(y©®ng)┴”«a(ch©Żn)╔·Ą─╦▄ąįūāą╬║═ŽÓūāę²ŲĄ─¾wĘeūā╗»ĪŻī”ė┌äéČ╚▌^╚§Ą─▓┐╝■Ż¼ļSų°ÜłėÓæ¬(y©®ng)┴”Ą─ßīĘ┼Ż¼▓┐╝■īó│÷¼F(xi©żn)├„’@Ą─ÅØŪ·╗“┼ż▐D(zhu©Żn)ūāą╬Ż¼Å─Č°ĮĄĄ═▓┐╝■į┌裣h(hu©ón)▌d║╔Ž┬Ą─ŲŻä┌ē█├³ĪŻÜłėÓæ¬(y©®ng)┴”ī”▓┐╝■ąį─▄Ą─ė░Ēæ│╠Č╚═©│Żė╔╚²éĆųĖś╦(bi©Īo)üĒ┼ąöÓŻ¼╝┤╣ż╝■▒Ē├µÜłėÓæ¬(y©®ng)┴”Ż¼ÜłėÓæ¬(y©®ng)┴”ĘÕųĄ╝░ÜłėÓæ¬(y©®ng)┴”ė░Ēæīė╔ŅČ╚ĪŻ

ßśī”ÜłėÓæ¬(y©®ng)┴”«a(ch©Żn)╔·ÖC(j©®)ųŲŻ¼Sun Ą╚[66] ╠ß│÷ÜłėÓæ¬(y©®ng)┴”Ęų▓╝ų„ę¬╩▄ÖC(j©®)ąĄ║═¤ßūāą╬Ą─Ė▀Č╚ĘŪŠĆąį±Ņ║ŽĄ─ė░Ēæ,▓╗═¼Ą─╣ż╝■▓─┴ŽĪóŪąŽ„Śl╝■ęį╝░╣ż╦ćģóöĄ(sh©┤)Ą─▓Ņ«ÉČ╝Ģ■ī¦(d©Żo)ų┬ŪąŽ„╝ė╣ż▀^│╠ųąŪąŽ„┴”║═ŪąŽ„£žČ╚Ą─▓Ņ«ÉŻ¼▀M(j©¼n)Č°ī¦(d©Żo)ų┬ÜłėÓæ¬(y©®ng)┴”▓╗═¼ĪŻJiang Ą╚[67] šJ(r©©n)×ķÜłėÓæ¬(y©®ng)┴”┼cŃŖŽ„ųąę“╬┤ūāą╬Ūąą╝║±Č╚▓╗═¼ī¦(d©Żo)ų┬ŪąŽ„┴”║═ŪąŽ„£žČ╚▓Ņ«ÉŽÓĻP(gu©Īn)┬ō(li©ón)Ż¼░l(f©Ī)¼F(xi©żn)ąĪ▀M(j©¼n)ĮoŚl╝■Ž┬Ż¼ÅĮŽ“║═ŪąŽ“ÜłėÓæ¬(y©®ng)┴”ųĄČ╝┼c╬┤ūāą╬Ūąą╝║±Č╚ŠĆąįŽÓĻP(gu©Īn)Ż╗┤¾▀M(j©¼n)ĮoŪķørŽ┬Ż¼ų╗ėąŪąŽ“ÜłėÓæ¬(y©®ng)┴”┼c╬┤ūāą╬Ūąą╝║±Č╚│╩ŠĆąįŽÓĻP(gu©Īn)ĪŻ═§├„║ŻĄ╚[68] Ęų╬÷┴╦ų„▌S▐D(zhu©Żn)╦┘į┌4500Ī½12000 r/min ĘČć·ā╚(n©©i)Ti6Al4V Ōü║ŽĮŃŖŽ„ÜłėÓæ¬(y©®ng)┴”Ęų▓╝Ą─ūā╗»Ż¼Ą├ĄĮÜłėÓæ¬(y©®ng)┴”Ęų▓╝×ķĮø(j©®ng)ĄõĄ─┬®╔ūą═Ż¼▒Ē¼F(xi©żn)×ķ▒Ē├µÜłėÓ└Łæ¬(y©®ng)┴”Ž“▒ĒīėÜłėÓē║æ¬(y©®ng)┴”Ą─▐D(zhu©Żn)ūāŻ¼ÜłėÓē║æ¬(y©®ng)┴”ĘÕųĄ│÷¼F(xi©żn)į┌▒Ē├µŽ┬100Ī½200 μmĪŻ▀@╩Ūę“?y©żn)ķų„▌S▐D(zhu©Żn)╦┘į÷╝ė«a(ch©Żn)╔·Ė▀£žą¦æ¬(y©®ng)ę²Ų▓─┴Ž╦▄ąįūāą╬Ż¼▒Ē├µ▒Ē¼F(xi©żn)×ķÜłėÓ└Łæ¬(y©®ng)┴”Ż¼Č°Ė▀£žČ╬Ģr(sh©¬)ķgā╚(n©©i)üĒ▓╗╝░é„▀fĄĮ╣ż╝■▒ĒīėŻ¼ų┬╩╣ÜłėÓ└Łæ¬(y©®ng)┴”▐D(zhu©Żn)ūā?y©Łu)ķÜłėÓē║æ?y©®ng)┴”ĪŻ╦¹éā▀ĆųĖ│÷╣ż╝■▒ĒīėÜłėÓæ¬(y©®ng) ┴”ļSĄČŠ▀Ū░ĮŪĪóŪąŽ„╦┘Č╚║═├┐²X▀M(j©¼n)Įo┴┐Ą─į÷╝ėČ°£pąĪŻ¼ŪąŽ„╔ŅČ╚ī”▒ĒīėÜłėÓæ¬(y©®ng)┴”Ą─ė░ĒæūŅąĪĪŻĄ½╩ŪŻ¼ÅłėŅĄ╚[69] ═©▀^Ti6Al4V Ōü║ŽĮŃŖŽ„īŹ(sh©¬)“×(y©żn)蹊┐║¾░l(f©Ī)¼F(xi©żn)ūŅ┤¾ÜłėÓē║æ¬(y©®ng)┴”╬╗ė┌╣ż╝■▒Ē├µŻ¼ÜłėÓæ¬(y©®ng)┴”į┌╔ŅČ╚ĘĮŽ“╔Žė╔ē║æ¬(y©®ng)┴”▐D(zhu©Żn)ūā?y©Łu)ķ└Łæ?y©®ng)┴”ĪŻ▒Ē├µÜłėÓē║æ¬(y©®ng)┴”ĪóÜłėÓæ¬(y©®ng)┴”ė░Ēæīė╔ŅČ╚ļSų°├┐²X▀M(j©¼n)Įo┴┐ĪóŪąŽ„╔ŅČ╚║═ŪąŽ„īÆČ╚Ą─į÷╝ėČ°į÷╝ėŻ¼ļSų°ŃŖŽ„╦┘Č╚Ą─į÷╝ėČ°£pąĪĪŻ═¼Ģr(sh©¬)Ż¼Shen Ą╚[70] ║═ūTņnĄ╚[71] ųĖ│÷ŃŖŽ„▒Ē├µ×ķÜłėÓē║æ¬(y©®ng)┴”Ż¼ŲõļSų°ŪąŽ„╦┘Č╚Ą─į÷╝ėČ°į÷╝ėŻ¼ļSų°▀M(j©¼n)Įo┴┐║═ŪąŽ„īÆČ╚Ą─į÷╝ėČ°£pąĪŻ╗▀ĆĄ├ĄĮŪąŽ„┴”ĪóŪąŽ„£žČ╚ĪóĄ╚ą¦æ¬(y©®ng)ūāī”ÜłėÓæ¬(y©®ng)┴”╔ŅČ╚Ęų▓╝Ą─ė░Ēæ╚ńłD3 ╦∙╩ŠĪŻį┌łD3Ż© aŻ®Ą═╣ż╦ćÅŖ(qi©óng)Č╚Ž┬Ż¼ŪąŽ„┴”×ķ58.39 NŻ¼ŪąŽ„£žČ╚ė░Ēæīė×ķ102 μmŻ¼Ą╚ą¦æ¬(y©®ng)ūāė░Ēæīė╔ŅČ╚×ķ38 μmŻ¼ÜłėÓæ¬(y©®ng)┴”īė╔Ņ×ķ10 μmŻ╗łD3Ż©bŻ® Ė▀╣ż╦ćÅŖ(qi©óng)Č╚Ž┬Ż¼ŪąŽ„┴”×ķ118 NŻ¼ŪąŽ„£žČ╚ė░Ēæīė×ķ102 μmŻ¼Ą╚ą¦æ¬(y©®ng)ūāė░Ēæīė╔ŅČ╚×ķ58 μmŻ¼ÜłėÓæ¬(y©®ng)┴”īė╔ŅČ╚×ķ15 μmĪŻļSų°╣ż╦ćÅŖ(qi©óng)Č╚Ą─į÷┤¾Ż¼ŪąŽ„┴”Īó▒Ē├µ£žČ╚║═Ą╚ą¦æ¬(y©®ng)ūāį÷╝ėŻ¼═¼Ģr(sh©¬)Ą╚ą¦æ¬(y©®ng)ūāė░Ēæīė║═ÜłėÓæ¬(y©®ng)┴”ė░Ēæīė╔ŅČ╚į÷╝ėŻ¼▀@▒Ē├„ÜłėÓæ¬(y©®ng)┴”╩ŪŪąŽ„┴”║═ŪąŽ„£žČ╚ŠC║Žū„ė├Ą─ĮY(ji©”)╣¹ĪŻ═§Ø²[72] ╗∙ė┌¤ß┴”±Ņ║Žū„ė├Ęų╬÷┴╦Ōü║ŽĮŃŖŽ„ÜłėÓæ¬(y©®ng)┴”ł÷Ą─ą╬│╔ÖC(j©®)ųŲĪŻļSų°╣ż╦ćÅŖ(qi©óng)Č╚Ą─į÷┤¾Ż¼▒Ē├µÜłėÓē║æ¬(y©®ng)┴”£pąĪŻ¼ÜłėÓæ¬(y©®ng)┴”ė░Ēæīė╝ė╔ŅĪŻ▀@ų„ę¬╩Ūę“?y©żn)ķ▒Ē├µŪąŽ„£žČ╚║═Ą╚ą¦æ?y©®ng)ūā’@ų°į÷╝ėŻ¼Ą½╩Ū£žČ╚Ą─ū„ė├┤¾ė┌┴”ū„ė├Ż¼╩╣▒Ē├µÜłėÓē║æ¬(y©®ng)┴”£pąĪŻ╗╣ż╝■▒Ēīė╩▄¤ß┴”±Ņ║Žū„ė├įņ│╔╣ż╝■Ė³╔Ņ▒ĒīėĄ─▓─┴Ž«a(ch©Żn)╔·╦▄ąįūāą╬Ż¼Å─Č°ī¦(d©Żo)ų┬ÜłėÓæ¬(y©®ng)┴”ė░ĒæīėĖ³╔ŅĪŻ
į┌ĄČŠ▀ū╦æB(t©żi)ī”ÜłėÓæ¬(y©®ng)┴”Ą─ė░ĒæĘĮ├µŻ¼DayminĄ╚[54] ═©▀^īŹ(sh©¬)“×(y©żn)Ą├ĄĮĄČ▌SāAĮŪī”Ti6Al4V ŃŖŽ„ÜłėÓæ¬(y©®ng)┴”Ą─ė░ĒæęÄ(gu©®)┬╔▒Ē├„ūŅ┤¾ÜłėÓē║æ¬(y©®ng)┴”į┌▒Ē├µęįŽ┬10Ī½20 μmĪŻļSų°ĄČ▌SāAĮŪĄ─į÷┤¾Ż¼ūŅ┤¾ÜłėÓē║æ¬(y©®ng)┴”ųĄųØu£pąĪŻ¼ūŅ┤¾ÜłėÓē║æ¬(y©®ng)┴”−528 MPa │÷¼F(xi©żn)į┌ĄČ▌SāAĮŪ×ķ0°ĪŻ┼c┤╦▓╗═¼Ą─ė░ĒæęÄ(gu©®)┬╔į┌TC11 Ōü║ŽĮŪ“Ņ^ĄČ▒Ī▒┌╝■ŃŖŽ„ųą½@Ą├[73]ĪŻ«ö(d©Īng)?sh©┤)Č▌SāAĮŪį÷┤¾Ģr(sh©¬)Ż¼Ū“Ņ^ŃŖĄČĄ─īŹ(sh©¬)ļHŪąŽ„╦┘Č╚į÷┤¾Ż¼ŪąŽ„£žČ╚╔²Ė▀Ż¼ī¦(d©Żo)ų┬▒Ē├µÜłėÓē║æ¬(y©®ng)┴”öĄ(sh©┤)ųĄ║═ÜłėÓē║æ¬(y©®ng)┴”īė╔ŅČ╚Š∙ėą£pąĪĄ─┌ģä▌ĪŻ╦¹éā▀ĆĄ├│÷╚╬ęŌĄČ▌SāAĮŪŽ┬Ż¼▀M(j©¼n)ĮoĘĮŽ“Ą─ūŅ┤¾ÜłėÓē║æ¬(y©®ng)┴”║═ÜłėÓæ¬(y©®ng)┴”ė░Ēæīė╔ŅČ╚Š∙┤¾ė┌▓Į▀M(j©¼n)ĘĮŽ“ĪŻ═¼śėĄ─ĮY(ji©”)šōę▓į┌╬─½I(xi©żn)[74] ║═[75]TC17 Ōü║ŽĮŃŖŽ„ųą▒╗Ą├ĄĮ“×(y©żn)ūCĪŻShen Ą╚[76] Ęų╬÷┴╦▓╗═¼ū▀ĄČĘĮ╩Įī”TC17 ŃŖŽ„ÜłėÓæ¬(y©®ng)┴”Ęų▓╝Ą─ė░ĒæęÄ(gu©®)┬╔Ż¼Ą├ĄĮVD ū▀ĄČĘĮ╩ĮŽ┬Ą─ūŅ┤¾ÜłėÓē║æ¬(y©®ng)┴”║═ÜłėÓæ¬(y©®ng)┴”ė░Ēæīė╔ŅČ╚Š∙┤¾ė┌Ųõ╦¹╚²ĘNū▀ĄČĘĮ╩ĮĪŻ▀@ų„ę¬╩Ūę“?y©żn)ķVD ū▀ĄČĘĮ╩Į×ķ┼└Ų┬╩Įū▀ĄČ╝ė╣żŻ¼«a(ch©Żn)╔·ūŅ┤¾ŪąŽ„┴”Ż¼ī¦(d©Żo)ų┬é╚(c©©)├µ║═╝ė╣ż▒Ē├µų«ķg░l(f©Ī)╔·╦▄ąįūāą╬║═öDē║ą¦æ¬(y©®ng)Ż╗╦─ĘNū▀ĄČĘĮ╩ĮŽ┬ŪąŽ„£žČ╚ūā╗»▓╗├„’@Ż¼ūŅĖ▀£žČ╚Ż©670 ĪµŻ®▓╗│¼▀^ŽÓūā£žČ╚Ż©897 ĪµŻ®Ż¼ę“┤╦TC17 Ōü║ŽĮĄ─ÜłėÓæ¬(y©®ng)┴”×ķÖC(j©®)ąĄæ¬(y©®ng)┴”š╝ų„ī¦(d©Żo)Ąž╬╗ĪŻ═¼śėĄ─ĮY(ji©”)╣¹į┌TC11 ▒Ī▒┌╝■ŃŖŽ„[77] ÜłėÓæ¬(y©®ng)┴”Ęųę▓▒╗½@Ą├ĪŻ
ĄČŠ▀ĮY(ji©”)śŗ(g©░u)║═ĄČŠ▀─źōpĢ■ė░ĒæŪąŽ„┴”║═ŪąŽ„£žČ╚Ż¼▒╗šJ(r©©n)×ķ╩ŪÜłėÓæ¬(y©®ng)┴”ūā╗»Ą─ųžę¬ę“╦žĪŻPretoriusĄ╚[78] ╠ß│÷PCD ĄČŠ▀╝ė╣żŌü║ŽĮĢr(sh©¬)ĄČŠ▀Ą─Š¦┴Ż│▀┤ńĢ■ė░ĒæĄČŠ▀ē█├³║═ÜłėÓæ¬(y©®ng)┴”Ż¼ĄČŠ▀Š¦┴Ż│▀┤ń×ķ14 μmĢr(sh©¬)½@Ą├ūŅķLĄČŠ▀ē█├³80 minŻ¼▒Ē├µÜłėÓæ¬(y©®ng)┴”ūŅ┤¾×ķ-600 MPaŻ¼ÜłėÓæ¬(y©®ng)┴”īė×ķ100 μmĪŻWyen Ą╚[79] ═©▀^īŹ(sh©¬)“×(y©żn)░l(f©Ī)¼F(xi©żn)į┌─µŃŖ▀^│╠ųąŻ¼ļSų°ĄČŠ▀╚ą┐┌░ļÅĮĄ─į÷ ┤¾Ż¼ÅĮŽ“ÜłėÓē║æ¬(y©®ng)┴”ę▓į÷┤¾Ż╗į┌ĒśŃŖ▀^│╠ųąŻ¼ļSų°ĄČŠ▀╚ą┐┌░ļÅĮĄ─į÷┤¾Ż¼▌SŽ“ÜłėÓē║æ¬(y©®ng)┴”į÷┤¾Ż¼ÅĮŽ“ÜłėÓē║æ¬(y©®ng)┴”į┌-400 MPa ū¾ėę▓©äėĪŻTan Ą╚[80] ░l(f©Ī)¼F(xi©żn)TC17 Ōü║ŽĮŃŖŽ„║¾ĄČ├µ─źōp┴┐į÷┤¾Ż¼▒Ē├µÜłėÓē║æ¬(y©®ng)┴”ĪóūŅ┤¾ÜłėÓē║æ¬(y©®ng)┴”ęį╝░ÜłėÓē║æ¬(y©®ng)┴”ė░Ēæīė╔ŅČ╚Š∙į÷┤¾ĪŻę“?y©żn)ķļSų°ĄČŠ▀║¾ĄČ├µ─źōp┴┐Ą─▓╗öÓį÷┤¾Ż¼ĄČŠ▀┼c╣ż╝■ų«ķgĄ─Įėė|├µĘeį÷┤¾Ż¼ī¦(d©Żo)ų┬ŪąŽ„┴”į÷┤¾Ż¼«a(ch©Żn)╔·├„’@Ą─öD╣Ōą¦æ¬(y©®ng)ĪŻ═¼Ģr(sh©¬)Ż¼ė╔ė┌╣ż╝■▒Ē├µ£žČ╚▓╗ūŃęį▀_(d©ó)ĄĮ▓─┴ŽĄ─ŽÓūā£žČ╚Ż¼ę“┤╦Ż¼öD╣Ōą¦æ¬(y©®ng)ę²ŲĄ─ÜłėÓē║æ¬(y©®ng)┴”┤¾ė┌╦▄ąį═╣│÷ęį╝░¤ßæ¬(y©®ng)┴”╦∙ę²ŲĄ─ÜłėÓ└Łæ¬(y©®ng)┴”Ż¼į┌╝ė╣ż╣ż╝■▒Ēīėą╬│╔Ą─ÜłėÓæ¬(y©®ng)┴”Č╝╩Ūē║æ¬(y©®ng)┴”ĪŻ
ŠC╔Ž╦∙╩÷Ż¼ÜłėÓæ¬(y©®ng)┴”ł÷ļSų°ĄČŠ▀Śl╝■Īó▓─┴ŽĪó╝ė╣żģóöĄ(sh©┤)Ą─▓╗═¼Ģ■ėą╦∙▓Ņ«ÉĪŻį┌╣ż╦ćģóöĄ(sh©┤)ĘĮ├µŻ¼▒Ē├µÜłėÓæ¬(y©®ng)┴”║═ÜłėÓæ¬(y©®ng)┴”ė░Ēæīė╔ŅČ╚ļSų°ŪąŽ„╦┘Č╚Ą─į÷╝ėČ°£pąĪŻ¼ļSų°▀M(j©¼n)Įo┴┐ĪóŪąŽ„╔ŅČ╚Ą─į÷╝ėČ°į÷╝ėŻ¼Ą½╩ŪŪąŽ„ģóöĄ(sh©┤)ī”ÜłėÓæ¬(y©®ng)┴”Ą─ė░Ēæ│╠Č╚ę▓╩▄ĄČŠ▀Ą─┬▌ŠÓ║═┬▌ą²ūā╗»Ą─ė░ĒæĪŻĄČŠ▀Äū║╬ģóöĄ(sh©┤)ĘĮ├µŻ¼ÜłėÓæ¬(y©®ng)┴”ł÷Ą─ūā╗»┼cĄČŠ▀╚ą┐┌░ļÅĮ│╔š²▒╚Ż¼┼cĄČ▌SāAĮŪūā╗»│╔Ę┤▒╚ĪŻ×ķ┴╦ĮŌøQÜłėÓæ¬(y©®ng)┴”£yįćļyČ╚┤¾Īó│╔▒ŠĖ▀ą¦┬╩Ą═ĪóÅ═(f©┤)ļsę“╦ž±Ņ║Žąį┤¾Ą─ļyŅ}Ż¼ėąŽ▐į¬─ŻöMĘ┬šµĘĮĘ©▒╗ÅVĘ║æ¬(y©®ng)ė├ė┌ÜłėÓæ¬(y©®ng)┴”ł÷Ęų╬÷[81-83]Ż¼Ą½Ęų╬÷▀^│╠Ą─═©ė├ąį║═Ęų╬÷ĮY(ji©”)╣¹Ą─£╩(zh©│n)┤_ąį▀ĆąĶ▀M(j©¼n)ę╗▓ĮĖ─▀M(j©¼n)ĪŻ
3.3 ’@╬óė▓Č╚
ŪąŽ„╝ė╣ż║¾▒Ē├µĄ─╝ė╣żė▓╗»╩ŪŪąŽ„┴”įņ│╔Ą─ÅŖ(qi©óng)╗»ĪóŪąŽ„¤ßįņ│╔Ą─╚§╗»║═ŽÓūāū„ė├Ą─ŠC║ŽĮY(ji©”)╣¹ĪŻ
«ö(d©Īng)ŪąŽ„┴”ą╬│╔Ą─╦▄ąįūāą╬Ųų„ī¦(d©Żo)ū„ė├Ģr(sh©¬)Ż¼ęč╝ė╣ż▒Ē├µŠ═Ģ■░l(f©Ī)╔·ė▓╗»Ż╗«ö(d©Īng)ŪąŽ„¤ßŲų„ī¦(d©Żo)ū„ė├Ģr(sh©¬)Ż¼ät╩╣▒Ē├µė▓Č╚ĮĄĄ═«a(ch©Żn)╔·▄ø╗»Ż¼Ą½į┌│õĘų└õģsĄ─Śl╝■Ž┬Ż¼ätĢ■ę“Č■┤╬┤Ń╗│÷¼F(xi©żn)ė▓╗»ĪŻ’@╬óė▓Č╚═©│Żė├▒Ē├µ’@╬óė▓Č╚Īóė▓╗»īė╔ŅČ╚Ż©ęč╝ė╣ż▒Ē├µų┴╗∙¾wė▓Č╚╠ÄĄ─┤╣ų▒ŠÓļxŻ®Īóė▓╗»┬╩Ż©ęč╝ė╣ż▒Ē├µė▓Č╚┼c╗∙¾wė▓Č╚Ą─▒╚ųĄŻ®üĒ▒Ē╩ŠĪŻŪąŽ„╝ė╣ż▀^│╠ųąŻ¼Ūąą╝ą╬│╔ģ^(q©▒)ė“Ą─Ė▀ē║ĪóĖ▀ŪąŽ„¤ßęį╝░Ōü║ŽĮī¦(d©Żo)¤ßąį▓ŅĄ─ū„ė├ī¦(d©Żo)ų┬’@╬óė▓Č╚╠▌Č╚ūā╗»Ż¼ī¦(d©Żo)ų┬Įī┘Ą─╦▄ąįĪó├▄Č╚ĮĄĄ═Ż¼ŪąŽ„ūāą╬ūĶ┴”ĮĄĄ═[84]ĪŻYang Ą╚[45] ╠ß│÷Ōü║ŽĮŃŖŽ„’@╬óė▓Č╚ł÷┐╔ęįĘų×ķ▄ø╗»ģ^(q©▒)Ż©ó±Ż®Īóė▓╗»ģ^(q©▒)Ż©ó“Ż®║═╗∙¾wģ^(q©▒)Ż©ó¾Ż®╚²éĆģ^(q©▒)ė“ĪŻLapin Ą╚[85] ╠ß│÷▒Ēīė▓─┴Ž▄ø╗»Ą─ų„ę¬įŁę“╩ŪĢr(sh©¬)ą¦ū„ė├╩╣▓─┴Ž«a(ch©Żn)╔·╦▄ąįūāą╬Ą─ĮY(ji©”)╣¹ĪŻį┌Ōü║ŽĮĄ─╝ė╣ż▀^│╠ųąŻ¼╝ė╣ż▒Ē├µ═©│Ż░ķėą┤¾┴┐Ą─ŪąŽ„¤ßŻ¼╝ė╣ż▀^│╠ĮėĮ³Ģr(sh©¬)ą¦▀^│╠ĪŻĢr(sh©¬)ą¦Ģr(sh©¬)ķgįĮķLŻ¼īėĀŅģ^(q©▒)ė“Ą─’@╬óė▓Č╚ųĄįĮĄ═ĪŻŃŖŽ„╩Ūę╗éĆųąöÓĄ─ŪąŽ„▀^│╠Ż¼«ö(d©Īng)ŃŖŽ„ĄČŠ▀▀M(j©¼n)╚ļ╣ż╝■Ģr(sh©¬)Ż¼Ģ■░l(f©Ī)╔·¤ß┴┐ĘeŠ█ĪŻŽÓæ¬(y©®ng)ĄžŻ¼«ö(d©Īng)ŃŖŽ„ĄČŠ▀Ūą│÷╣ż╝■Ģr(sh©¬)Ż¼Ģ■░l(f©Ī)╔·└õģsĄ─└█ĘeŻ¼ę“┤╦ā╚(n©©i)▓┐╝ė╣żė▓╗»╩Ū裣h(hu©ón)▀^│╠Ą─└█ĘeĪŻ
į┌╣ż╦ćģóöĄ(sh©┤)ī”’@╬óė▓Č╚Ą─ė░ĒæĘĮ├µŻ¼Sun Ą╚[66]į┌▀M(j©¼n)Įo┴┐f = 0.08 mm/zĪóŪąŽ„īÆČ╚ae = 4 mmĪóŪąŽ„╔ŅČ╚ap = 1.5 mm ģóöĄ(sh©┤)Ž┬Ż¼Ą├ĄĮTi6Al4V Ōü║ŽĮŃŖŽ„▒Ēīė▓─┴Žė╔ė┌▒Ē├µūāą╬Č°«a(ch©Żn)╔·Ą─æ¬(y©®ng)ūāė▓╗»┬╩×ķ68%Ī½80%ĪŻ┤╦═ŌŻ¼į┌65Ī½115 m/min ŪąŽ„╦┘Č╚ĘČć·ā╚(n©©i)Ż¼▒Ē├µė▓Č╚ļSŪąŽ„╦┘Č╚Ą─╠ßĖ▀Č°ĮĄĄ═Ż¼▀@╩Ūę“?y©żn)ķŪąŽ„╦┘Č╚╔²Ė▀Ż¼«a(ch©Żn)╔·Ą─Ė▀£žą¦æ¬(y©®ng)Ģ■ę²Ų¤ß▄ø╗»Ż¼
Å─Č°ĄųŽ¹▓┐Ęųæ¬(y©®ng)ūāė▓╗»ą¦æ¬(y©®ng)ĪŻ┤╦═ŌŻ¼ OosthuizenĄ╚[86] Ą─蹊┐▒Ē├„Ti6Al4V Ōü║ŽĮŃŖŽ„Ą─ė▓╗»īėė░Ēæ╔ŅČ╚×ķ50Ī½60 μmŻ¼▒Ēīėė▓╗»Ą─│╠Č╚║═╔ŅČ╚ļS▀M(j©¼n)Įo┴┐Ą─į÷╝ėČ°į÷╝ėĪŻ═¼śėĄ─ĮY(ji©”)šōę▓▒╗Ginting Ą╚[84]║═Yang Ą╚[45] ╦∙ūCīŹ(sh©¬)ĪŻ═¼śėßśī”Ti6Al4V ŃŖŽ„Ż¼└Ņ▄ŖĄ╚[87] į┌▓╗═¼ģóöĄ(sh©┤)ģ^(q©▒)ķg╠ß│÷’@╬óė▓Č╚│÷¼F(xi©żn)“ė▓╗»-▄ø╗»-į┘┤╬ė▓╗»-╗∙¾wė▓Č╚”╦─éĆūā╗»ļAČ╬Ż¼╚ńłD4 ╦∙╩ŠĪŻ╚╬ęŌ╣ż╦ćģóöĄ(sh©┤)Ž┬Ż¼╝ė╣ż▒Ē├µ│÷¼F(xi©żn)ė▓╗»¼F(xi©żn)Ž¾Ż¼ė▓╗»┬╩×ķ13%Ī½50%Ż╗į┌ŠÓ▒Ē├µ20 μm ╠Ä▀_(d©ó)ĄĮ▄ø╗»ūŅ┤¾ųĄŻ¼▄ø╗»┬╩×ķ24%Ī½31%Ż╗į┌ŠÓ▒Ē├µ120 μm ╠Äį┘┤╬▀_(d©ó)ĄĮė▓Č╚śOųĄŻ¼ļS║¾ŠÅ┬²ĮĄ×ķ╗∙¾wė▓Č╚ĪŻ▀@╩Ūė╔ė┌ŪąŽ„╝ė╣ż▀^│╠ųąŻ¼Ōü║ŽĮųąĄ─Ōüį¬╦ž┼c┐šÜŌųąĄ─č§į¬╦ž║═Ą¬į¬╦ž░l(f©Ī)╔·Ę┤æ¬(y©®ng)Ż¼╣ż╝■▒Ē├µą╬│╔č§╗»Ōü║═Ą¬╗»Ōü▒Ī─żŻ¼╩╣╣ż╝■┤Óąįį÷╝ėŻ¼▀M(j©¼n)Č°╩╣Ą├ęč╝ė╣ż ▒Ē├µ’@╬óė▓Č╚ūŅĖ▀ĪŻ═¼Ģr(sh©¬)ę“?y©żn)ķŌü║ŽĮī?d©Żo)¤ßŽĄöĄ(sh©┤)Ą═Īó鄤߹į▓ŅŻ¼į┌ŃŖŽ„╝ė╣ż▀^│╠ųą«a(ch©Żn)╔·Ą─¤ß┴┐āH─▄é„▀fĄĮŠÓļxęč╝ė╣ż▒Ē├µ║▄£\Ą─╔ŅČ╚ĘČć·ā╚(n©©i)Ż¼ę“┤╦į┌▒ĒīėŻ©10Ī½20 μm ╠ÄŻ®Ą─▓─┴ŽĢ■ꓤß▄ø╗»¼F(xi©żn)Ž¾Č°▒Ē¼F(xi©żn)│÷ūŅąĪĄ─’@╬óė▓Č╚ųĄĪŻShen Ą╚[70] ║═ūTņnĄ╚[71] ░l(f©Ī)¼F(xi©żn)TC17 Ōü║ŽĮŃŖŽ„╝ė╣żųą’@╬óė▓Č╚│÷¼F(xi©żn)“▄ø╗»-ė▓╗»-╗∙¾w”╚²éĆļAČ╬Ą─ūā╗»ĪŻ═¼Ģr(sh©¬)ļSų°╣ż╦ćÅŖ(qi©óng)Č╚Ą─ į÷╝ėŻ¼ŪąŽ„┴”į÷╝ė┴╦59.61 NŻ¼ŪąŽ„£žČ╚║═Ą╚ą¦æ¬(y©®ng)ūā├„’@į÷╝ėŻ¼▒Ē├µ▄ø╗»│╠Č╚į÷┤¾ĪŻŃŖŽ„┴”Ą─į÷┤¾ī¦(d©Żo)ų┬ī”įćśė▒Ē├µ▓─┴ŽĄ─öDē║Īó─”▓┴ū„ė├į÷ÅŖ(qi©óng)Ż¼╩╣Ą├Š¦┴Żų«ķgūāą╬▓╗Š∙ä“Ż¼Š¦Įńų«ķg«a(ch©Żn)╔·Ą─ÜłėÓæ¬(y©®ng)┴”ūĶĄKŠ¦Ė±Ą─ūāą╬┼c╗¼ęŲŻ¼═¼Ģr(sh©¬)ĮĄĄ═┴╦Įī┘Ą─╦▄ąįĪŻŃŖŽ„£žČ╚Ą─į÷┤¾ī¦(d©Żo)ų┬ęč╝ė╣ż▒Ē├µ▒Ēīė▓─┴Ž¤ß▄ø╗»ą¦æ¬(y©®ng)į÷ÅŖ(qi©óng)Ż¼┼cŃŖŽ„┴”«a(ch©Żn)╔·Ą─æ¬(y©®ng)ūāÅŖ(qi©óng)╗»ėąę╗Č©│╠Č╚Ą─ĄųŽ¹ĪŻ
į┌▒Ēīė╝s20 μm ų«Ū░Ż¼ŃŖŽ„£žČ╚Ą─¤ß▄ø╗»ą¦æ¬(y©®ng)š╝ų„ī¦(d©Żo)Ż¼ļS║¾×ķŃŖŽ„┴”«a(ch©Żn)╔·Ą─æ¬(y©®ng)ūāÅŖ(qi©óng)╗»š╝ā×(y©Łu)ä▌ĪŻĄČŠ▀ū╦æB(t©żi)║═ĄČŠ▀─źōpī”╝ė╣żė▓╗»Ą─ė░Ēæę▓╩▄ĄĮ┴╦ć°ā╚(n©©i)═ŌīW(xu©”)š▀Ą─ÅVĘ║ĻP(gu©Īn)ūóĪŻOyelola Ą╚[88] ║═ TanĄ╚[76Ż¼80] ╠ß│÷ū▀ĄČĘĮŽ“Īó╝ė╣żāAĮŪĪóĄČŠ▀═┐īėī”’@╬óė▓Č╚ł÷ė░Ēæ▓╗’@ų°ĪŻShi Ą╚[89]ĪóSu[90] Ą╚ĪóŚŅĢįė┬Ą╚[91] ║═Yang Ą╚[58] ═©▀^▓╗═¼Ōü║ŽĮ▓─┴ŽŻ© Ti6Al4V\TA15\TC21\Ti1023Ż®ŃŖŽ„īŹ(sh©¬)“×(y©żn)▒Ē├„Ż║ĄČŠ▀─źōpĢ■ĦüĒć└(y©ón)ųžĄ─╦▄ąįūāą╬Ż¼Ōü║ŽĮŪąŽ„▒Ē├µ╝ė╣żė▓╗»│╠Č╚ļSų°ĄČŠ▀─źōpĄ─į÷╝ėČ°┬įėąį÷╝ėĪŻWyen Ą╚[79] į┌Ti6Al4VŃŖŽ„╝ė╣żųąĄ─蹊┐ųąĄ├ĄĮ▒Ē├µŠS╩Žė▓Č╚ļSų°ŪąŽ„╚ą░ļÅĮĄ─į÷╝ėČ°┬įėąį÷╝ėŻ¼ĒśŃŖ╝ė╣żųą▒Ē├µ’@╬óė▓Č╚ĘĆ(w©¦n)Č©ė┌450HVŻ¼ŪąŽ„╚ą░ļÅĮĄ─ė░Ēæ┐╔ęį║÷┬įĪŻ

3.4 ╬óė^ĮM┐Ś
▓─┴ŽŪąŽ„╝ė╣żųąį┌¤ß┴”±Ņ║Žū„ė├Ž┬Įø(j©®ng)▀^öDē║Īó╝¶Ūąūāą╬╩╣▒ĒīėĮī┘Ą─Š¦Ė±░l(f©Ī)╔·┼żŪ·Ż¼▒ĒīėĮM┐Ś╝Ü(x©¼)╗»Īóūāą╬─▄į÷╝ėŻ¼ŽÓ└^│÷¼F(xi©żn)Ė▀├▄Č╚╬╗ÕeĪóī\Š¦Īóėąą¦Š¦┴ŻĪóĘŪŠ¦ĪóŠ¦┴Ż└ŁķLĪóŲŲ╦ķĄ╚¼F(xi©żn)Ž¾ĪŻ╬óė^ĮM┐ŚĄ─ūā╗»ė├Š¦┴Ż│▀┤ńĪó╦▄ąįūāą╬īė╔ŅČ╚ĪóŠ¦┴ŻŲ½▐D(zhu©Żn)ĮŪČ╚Ą╚▒Ē╩ŠĪŻ╚ńłD5 ╦∙╩ŠŻ¼Velásquez Ą╚[92] īóTi6Al4VŌü║ŽĮŪąŽ„▒ĒīėĘų×ķ╬┤ė░Ēæģ^(q©▒)Ż©P1Ż®Īó╦▄ąįūāą╬ģ^(q©▒) Ż©P2Ż®║═Ė▀Č╚ö_äėģ^(q©▒)Ż©P3Ż®ĪŻį┌Ė▀Č╚ö_äėģ^(q©▒)ė“Ż¼Š¦┴Ż▒╗└ŁķL▓óį┌ŲĮąąė┌╝ė╣ż▒Ē├µĘĮŽ“│÷¼F(xi©żn)┴╦╝Ü(x©¼)╗»ĪŻį┌╦▄ąįūāą╬ģ^(q©▒)Ż¼Š¦┴Żčž╝ė╣żĘĮŽ“▀M(j©¼n)ąąŲ½▐D(zhu©Żn)ĪŻLiangĄ╚[93] ųĖ│÷Ż¼Ti6Al4V Ōü║ŽĮĮŪąŽ„╝ė╣żė░Ēæģ^(q©▒)Ą─ĮŽÓ╠žš„┐╔Ęų×ķįŁ╩╝ĮY(ji©”)śŗ(g©░u)Īó╦▄ąįūāą╬ģ^(q©▒)║═┴„äėģ^(q©▒)ĪŻ╦▄ąįūāą╬ģ^(q©▒)▒Ē¼F(xi©żn)│÷čžŪąŽ„╦┘Č╚ĘĮŽ“Ą─Š¦┴Żūāą╬║═╔ņķLĪŻ╝ė╣żųąŪąŽ„¤ßŠoÓÅūŅ═ŌīėŻ¼╝»ųąį┌Šų▓┐ė░Ēæģ^(q©▒)ī¦(d©Żo)ų┬▓─┴Ž│÷¼F(xi©żn)▄ø╗»Ż¼═¼Ģr(sh©¬)ÖC(j©®)ąĄ▌d║╔┤┘▀M(j©¼n)┴╦▓─┴Ž┴„äė¼F(xi©żn)Ž¾Ż¼▓óį┌╦▄ąįūāą╬ģ^(q©▒)║═┴„äėģ^(q©▒)ų«ķg«a(ch©Żn)╔·┴╦ŪÕ╬·Ą─▀ģĮńĪŻWang Ą╚[94] ę└ō■(j©┤)Š¦┴Ż│▀┤ńĄ─▓╗═¼īó╬óė^ĮM┐Śūāą╬īėĘų×ķ▒Ē├µīėŻ©Š¦┴Ż│▀┤ń╝s×ķ5 μmŻ®ĪóųąķgīėŻ©Š¦┴Ż┬į╬óūāą╬Ż¼ŲĮŠ∙Š¦┴Ż│▀┤ń╝s×ķ10 μmŻ®║═╗∙¾wīėŻ¼ųĖ│÷Š¦┴Ż╝Ü(x©¼)╗»│╠Č╚ļSų°ŪąŽ„╦┘Č╚Ą─į÷╝ėČ°į÷╝ėĪŻ

ŪąŽ„╝ė╣żųąŻ¼╣ż╝■▒Ē├µ│ą╩▄▓╗═¼Ą─¤ß┴”±Ņ║Žū„ė├Ż¼Å─Č°ą╬│╔▓╗═¼Ą─╬óė^ĮM┐Śūā╗»ĪŻShen Ą╚[70] ║═ūTņnĄ╚[71] 蹊┐▒Ē├„Ż¼TC17 Ōü║ŽĮŃŖŽ„╝ė╣ż║¾▒ĒīėŠW(w©Żng)╗@ĮM┐Ś░l(f©Ī)╔·┴╦Ų½▐D(zhu©Żn)ĪóŲŲ╦ķĪŻļSų°ŃŖŽ„╣ż╦ćÅŖ(qi©óng)Č╚Ą─╠ßĖ▀Ż¼ŃŖŽ„▒Ē├µ╦▄ąįūāą╬īė╔ŅČ╚┬įėąį÷╝ėŻ¼Ą½▓ó╬┤░l(f©Ī)¼F(xi©żn)α + β ŽÓĄĮβ ŽÓĄ─▐D(zhu©Żn)ūāĪŻ▒ŖČÓīW(xu©”)š▀蹊┐░l(f©Ī)¼F(xi©żn)Ż¼ĄČŠ▀āAĮŪī”TC11 Ōü║ŽĮ▒Ī▒┌╝■ŃŖŽ„[73]Īóū▀ĄČĘĮ╩Į ī”TC17 Ōü║ŽĮŃŖŽ„[75-76] Ą─╬óė^ĮM┐Śė░Ēæ▓╗┤¾Ż¼▀@┐╔─▄╩Ūė╔ė┌▀xė├īŹ(sh©¬)“×(y©żn)Śl╝■Ž┬ŪąŽ„┴”║═ŪąŽ„£žČ╚ūā╗»ĘČć·▌^ąĪŻ¼¤ß┴”±Ņ║Žū„ė├¤o’@ų°▓Ņ«ÉĪŻLi Ą╚[95]ī”▓╗═¼Śl╝■Ž┬Ti6Al4V Ōü║ŽĮŃŖŽ„▒Ēīė╬óė^ĮM┐Ś▀M(j©¼n)ąą┴╦£yįćŻ¼░l(f©Ī)¼F(xi©żn)╦▄ąįūāą╬ļSŪąŽ„╦┘Č╚Ą─ūā╗»¤o├„’@ūā╗»Ż¼ļS▀M(j©¼n)Įo┴┐║═ŪąŽ„╔ŅČ╚Ą─į÷┤¾Č°į÷┤¾ĪŻ╦¹éā▀ĆųĖ│÷ĄČŠ▀łAĮŪ░ļÅĮī”╦▄ąįūāą╬ė░Ēæ’@ų°Ż╗ĄČŠ▀łAĮŪ░ļÅĮįĮ┤¾Ż¼╦▄ąįūāą╬įĮć└(y©ón)ųžŻ¼╦▄ąįūāą╬īė╔ŅČ╚įĮ╔ŅĪŻ
┤╦═ŌŻ¼Patil Ą╚[96] 蹊┐░l(f©Ī)¼F(xi©żn)TC4 Ōü║ŽĮ▄掄╝ė╣ż▒ĒīėŠ¦┴Żūāą╬ļSų°ŪąŽ„╦┘Č╚Ą─į÷╝ėČ°į÷┤¾ĪŻĄČŠ▀─źōp╩Ūė░ĒæŪąŽ„╝ė╣ż▀^│╠ųą¤ß┴”±Ņ║Žū„ė├Ą─ųžę¬ę“╦žŻ¼ę▓╩ŪīW(xu©”)š▀Ęų╬÷╬óė^ĮM┐ŚĄ─ųž³c(di©Żn)ĻP(gu©Īn)ūóę“╦žĪŻChe-Haron Ą╚[44] ╠ß│÷ė╔ė┌▄掄│§╩╝ļAČ╬╩Ūė├õh└¹Ą─ĄČŠ▀į┌└õģsŚl╝■Ž┬▀M(j©¼n)ąą▓─┴Ž╚ź│²Ą─Ż¼▄掄┴”║═£žČ╚▀_(d©ó)▓╗ĄĮ▓─┴ŽĄ─ŽÓūāŚl╝■Ż¼╝ė╣ż▒ĒīėÄū║§ė^▓ņ▓╗ĄĮ╦▄ąįūāą╬īė║═░ūīėŻ╗Ą½╩Ūį┌ĄČŠ▀─źōpć└(y©ón)ųžļAČ╬Ż¼╣ż╝■▒Ēīė│÷¼F(xi©żn)├„’@Ą─╦▄ąįūāą╬║═░ūīėĪŻLiangĄ╚[97-98] ī”Ti6Al4V Ōü║ŽĮŪąŽ„╝ė╣ż╬óė^ĮM┐Śūā╗»▀M(j©¼n)ąą┴╦Ė³╝ė╔Ņ╚ļĄ─蹊┐Ż¼░l(f©Ī)¼F(xi©żn)Š¦┴Żūāą╬ų„ę¬▒Ē¼F(xi©żn)×ķöÓ┴čĪóŲ½▐D(zhu©Żn)Īó╗¼ęŲŻ¼╦▄ąįūāą╬īė╔ŅČ╚║═Š¦┴ŻŲ½▐D(zhu©Żn)ĮŪČ╚ļSų°é╚(c©©)ĄČ├µ─źōp┴┐Ą─į÷╝ėČ°į÷╝ėĪŻę“?y©żn)ķĄČŠ▀─źōp┴┐Ą─į÷╝ėĢ■ī¦(d©Żo)ų┬ĄČŠ▀║═╣ż╝■Įń├µ╠ÄĮėė|├µĘeĄ─į÷╝ėŻ¼╝ė╣ż▒Ē├µ╩▄├„’@─”▓┴║═öDē║Ģ■╩╣Š¦┴Ż«a(ch©Żn)╔·ć└(y©ón)ųžĄ─╗¼ęŲ║═╔ņķLĪŻ═¼Ģr(sh©¬)Ż¼▒M╣▄Ūąą╝į┌ŪąŽ„▀^│╠ųąÄ¦ū▀┴╦┤¾▓┐ĘųŪąŽ„¤ßŻ¼Ą½ę╗▓┐ĘųŪąŽ„¤ß╚į╚╗Üł┴¶į┌╝ė╣ż▒Ē├µųą[99]ĪŻė╔ė┌Ōü║ŽĮĄ─Ą═ī¦(d©Żo)¤ßąįŻ¼į┌╝ė╣żĄ─▒Ē ├µĖĮĮ³║▄╚▌ęū«a(ch©Żn)╔·┤¾┴┐Ą─ŪąŽ„¤ßĘeŠ█ĪŻė╚Ųõį┌VB = 0.3 mm Ģr(sh©¬)Ż¼ļSų°¤ßį┤ÅŖ(qi©óng)Č╚Ą─į÷╝ėŻ¼┤¾ĘČć·Ą─▓─┴Ž▄ø╗»ī¦(d©Żo)ų┬▓─┴Ž╚▌ęū░l(f©Ī)╔·╦▄ąįūāą╬ĪŻ
╔Ž╩÷蹊┐▒Ē├„Ż¼Š¦┴ŻĄ─Ų½▐D(zhu©Żn)ĮŪČ╚ĪóŠ¦┴Ż╝Ü(x©¼)╗»│╠Č╚ļSų°ŪąŽ„╦┘Č╚Ą─į÷╝ėČ°į÷┤¾Ż╗▀M(j©¼n)Įo┴┐║═ŪąŽ„╔ŅČ╚Ą─į÷┤¾Č╝Ģ■ī¦(d©Żo)ų┬╦▄ąįūāą╬īė╔ŅČ╚╝ė╔ŅŻ¼Ą½╩ŪŪąŽ„╔ŅČ╚Ą─ūā╗»Ģ■ęųųŲŠ¦┴Ż╝Ü(x©¼)╗»ĪŻĄ═£ž└õģsØÖ╗¼┐╔ęį£p╔┘ŪąŽ„ĄČŠ▀┼c╣ż╝■ų«ķgĄ──”▓┴Ż¼ĮĄĄ═ŪąŽ„┴”║═ŪąŽ„£žČ╚Ż¼ęųųŲŽÓūāĪŻĄČŠ▀─źōp┴┐Ą─į÷╝ėĢ■ī¦(d©Żo)ų┬ĄČŠ▀║═╣ż╝■Įń├µ╠ÄĮėė|├µĘeĄ─į÷╝ėŻ¼╝ė╣ż▒Ē├µ╩▄├„’@─”▓┴║═öDē║Ģ■╩╣Š¦┴Ż«a(ch©Żn)╔·ć└(y©ón)ųžĄ─╗¼ęŲ║═╔ņķLĪŻ╚╗Č°Ż¼¼F(xi©żn)ėąčąŠ┐ų„ę¬╝»ųąį┌Ęų╬÷▓╗═¼╝ė╣żŚl╝■ī”ŪąŽ„╝ė╣ż▒Ēīė╬óė^ĮM┐ŚĄ─ė░ĒæŻ¼▓óø]ėą╗∙ė┌ŲŻä┌ąį─▄ę¬Ū¾Ż¼ī”▓╗═¼╝ė╣żŚl╝■«a(ch©Żn)╔·Ą─▓╗═¼╬óė^ĮM┐Ś▀M(j©¼n)ąą┼ąäeŻ¼┤_Č©ėąų·ė┌╠ßĖ▀ŲŻä┌ąį─▄Ą─╬óė^ĮM┐Śą╬æB(t©żi)ūā╗»ĘČć·ĪŻ
4Īó ĮY(ji©”)╩°šZ
▒Š╬─Å─ŪąŽ„┴”ĪóŪąŽ„£žČ╚Īó▒Ē├µ═Ļš¹ąįĀŅæB(t©żi)╠žš„Ą╚ĘĮ├µĻU╩÷┴╦Ōü║ŽĮ▓─┴ŽŪąŽ„╝ė╣ż╝╝ąg(sh©┤)ĘĮ├µĄ─蹊┐¼F(xi©żn)ĀŅĪŻĘų╬÷┴╦ŪąŽ„ģóöĄ(sh©┤)Īó╝ė╣żŚl╝■ĪóĄČŠ▀╠žš„ī”ŪąŽ„┴”ĪóŪąŽ„£žČ╚Īó▒Ē├µ═Ļš¹ąįĀŅæB(t©żi)╠žš„Ą─ė░ĒæęÄ(gu©®)┬╔Ż¼╗∙ė┌¤ß┴”±Ņ║Žū„ė├Ęų╬÷▒Ē├µ═Ļš¹ąįą╬│╔ÖC(j©®)ųŲĘĮ├µĄ─蹊┐¾wŽĄ▀ĆąĶ└^└m(x©┤)═Ļ╔ŲĪŻ▒Ē├µ═Ļš¹ąįą╬│╔ÖC(j©®)ųŲĄ─蹊┐▀ĆąĶę¬Å─ęįŽ┬ÄūéĆĘĮ├µ▀M(j©¼n)ąą╠ĮŠ┐Ż║
Ż©1Ż®╗∙ė┌ŪąŽ„╣ż╦ćīW(xu©”)Īó▓─┴ŽīW(xu©”)║═ėąŽ▐į¬─ŻöMĘ┬šµų¬ūRŻ¼▓╔ė├īŹ(sh©¬)“×(y©żn)┼c─ŻöMĘ┬šµŽÓĮY(ji©”)║ŽĄ─ĘĮĘ©Ż¼į┌£p╔┘┘Yį┤Ž¹║─Īó╣Ø(ji©”)╝sĢr(sh©¬)ķgĄ─Ū░╠ߎ┬īó蹊┐ī”Ž¾Å─įćēK╠ß╔²×ķśŗ(g©░u)╝■ĪŻ▀M(j©¼n)ę╗▓ĮĘų╬÷╣ż╦ćģóöĄ(sh©┤)ĪóĄČŠ▀ĮY(ji©”)śŗ(g©░u)ĪóØÖ╗¼ĘĮ╩ĮĄ╚┐╔┐ž╣ż╦ćę“ūėęį╝░ĄČŠ▀─źōpĪóŖAŠ▀ūāą╬ĪóŅØš±┼cūāą╬Ą╚▓╗┐╔┐ž╣ż╦ćę“ūėī”śŗ(g©░u)╝■▒Ē├µ═Ļš¹ąįĄ─ė░ĒæĪŻ
Ż©2Ż®╗∙ė┌¤ß┴”±Ņ║Žū„ė├Ż¼Į©┴ó▒Ē├µ═Ļš¹ąį╠žš„Ęų▓╝ŅA(y©┤)£y─Żą═Ż¼Įę╩Š╣ż╦ćģóöĄ(sh©┤)-ŪąŽ„┴”║═ŪąŽ„£žČ╚-▒Ē├µ═Ļš¹ąįĀŅæB(t©żi)╠žš„ų«ķgĄ─ė│╔õĻP(gu©Īn)ŽĄĪŻ═Ļ│╔▒Ēīė╦▄ąįūāą╬║═╬óė^ĮM┐Ś╠žąįĄ─Č©┴┐įuār(ji©ż)Ż¼īŹ(sh©¬)¼F(xi©żn)▒Ē├µ═Ļš¹ąį╠▌Č╚Ęų▓╝Ą─£╩(zh©│n)┤_ŅA(y©┤)£yŻ¼×ķ▒Ē├µ═Ļš¹ąį╣ż╦ćģóöĄ(sh©┤)ė“ā×(y©Łu)╗»╠ß╣®└Ēšōę└ō■(j©┤)ĪŻ
Ż©3Ż®╔Ņ╚ļ蹊┐ŪąŽ„╝ė╣żĮń├µĄ─¤ß┴”±Ņ║Žū„ė├Ż¼╠Į╦„╝ė╣żĮń├µ¤ß┴”±Ņ║Žū„ė├ī”▒Ē├µ═Ļš¹ąįĄ─ė░ĒæęÄ(gu©®)┬╔ĪŻį┌┤╦╗∙ĄA(ch©│)╔ŽŻ¼┐╝æ]śŗ(g©░u)╝■īŹ(sh©¬)ļH╝ė╣ż▀^│╠ųą╝ė╣ż▄ē█EĢr(sh©¬)ūāą╬ę²Ų╝ė╣żĮń├µĮėė|ĀŅæB(t©żi)Ą─ūā╗»Ż¼╠ß│÷╗∙ė┌īŹ(sh©¬)ļH╝ė╣ż╣żørĄ─▒Ē├µ═Ļš¹ąįš{(di©żo)┐žĘĮĘ©ĪŻ
Ż©4Ż®ęįśŗ(g©░u)╝■ŲŻä┌ąį─▄ę¬Ū¾×ķ─┐ś╦(bi©Īo)Ż¼Ę┤═Ų▓óįO(sh©©)ėŗ(j©¼)ØMūŃśŗ(g©░u)╝■Ę■ę█ąį─▄Ą─▒Ē├µ┤ų▓┌Č╚Īó▒Ēīė’@╬óė▓Č╚Īó▒ĒīėÜłėÓæ¬(y©®ng)┴”Īó╬óė^ĮM┐Ś╠▌Č╚Ęų▓╝Ż¼½@Ą├ØMūŃŲŻä┌ąį─▄ę¬Ū¾Ą─śŗ(g©░u)╝■▒Ē├µ═Ļš¹ąį╠žš„ė“ĪŻ╗∙ė┌╣ż╦ćŚl╝■┼c▒Ē├µ═Ļš¹ąį╠žš„ų«ķgĄ─ė│╔õ─Żą═Ż¼┤_Č©│÷ØMūŃę¬Ū¾Ą─╝ė╣żŚl╝■Ż¼īŹ(sh©¬)¼F(xi©żn)ØMūŃĘ■ę█▌d║╔ę¬Ū¾Ą─▒Ē├µ═Ļš¹ąį╝ė╣żĪŻ
ģó┐╝╬─½I(xi©żn)Ż║
Ż█1Ż▌JAVIDI AŻ¼RIEGER UŻ¼EICHLSEDER W. The effect ofmachining on the surface integrity and fatigue life[J].International Journal of FatigueŻ¼2008Ż¼30Ż║2050-2055.
Ż█2Ż▌ūTņn. ┐╣ŲŻä┌▒Ē├µūā┘|(zh©¼)īėĄ─ČÓ╣ż╦ćÅ═(f©┤)║Ž┐žųŲĘĮĘ©[D].╬„░▓Ż║╬„▒▒╣żśI(y©©)┤¾īW(xu©”)Ż¼2018.Ż©TAN L. Method of controlling anti-fatigue surface metamorphiclayer during integration manufacturing processes[D]. Xi ’anŻ║ Northwestern Polytechnical UniversityŻ¼2018.Ż®
Ż█3Ż▌═§╔ąųŠ. ║Į┐š┴Ń╝■╝ė╣żĄ─▒Ē├µ═Ļš¹ąį[J]. ║Į┐šųŲįņ╝╝ąg(sh©┤)Ż¼1993Ż©6Ż®Ż║22-24.Ż©WANG S Z. Surface integrity of aviation parts machining[J]. Aeronautical Manufacturing TechnologyŻ¼1993Ż©6Ż®Ż║22-24.Ż®
Ż█4Ż▌BANERJEE DŻ¼ WILLIAMS J C. Perspectives ontitanium science and technology[J]. Acta MaterialiaŻ¼2013Ż¼61Ż©3Ż®Ż║844-879.
Ż█5Ż▌BUDAK E. Analytical models for high performancemilling. Part IŻ║cutting forcesŻ¼structural deformations andtolerance integrity[J]. International Journal of MachineTools & ManufactureŻ¼2006Ż¼46Ż©12/13Ż®Ż║1478-1488.
Ż█6Ż▌WAN MŻ¼ZHANG W HŻ¼TAN GŻ¼et al. New cutting forcemodeling approach for flat end mill[J]. Chinese Journalof AeronauticsŻ¼2007Ż¼20Ż©3Ż®Ż║282-288.
Ż█7Ż▌WANG DŻ¼REN JŻ¼TIAN W. A method for the predictionof cutting force for 5-axis ball-end milling of workpieceswith curved surfaces[J]. International Journal ofAdvanced Manufacturing TechnologyŻ¼ 2020Ż¼ 107Ż© 5Ż® Ż║2023-2039.
Ż█8Ż▌OXLEY P L B. The mechanics of machiningŻ║an analyticalapproach to assessing machinability[M]. New YorkŻ║Ellis Horwood LimitedŻ¼1989.
Ż█9Ż▌HENDRIKO HŻ¼ KISWANTO GŻ¼ ISTIYANTO JŻ¼ et al.Implementation of analytical boundary simulation methodfor cutting force prediction model in five-axis milling[J].Machining Science & TechnologyŻ¼2017Ż©1Ż®Ż║1-17.
Ż█10Ż▌ARMAREGO EŻ¼ WHITFIELD R C. Computer basedmodelling of popular machining operations for force andpower prediction[J]. CIRP Annals - Manufacturing TechnologyŻ¼1985Ż¼34Ż©1Ż®Ż║65-69.
Ż█11Ż▌ģ╬ŚŅ. ║Į┐šė├Ōü║ŽĮŪąŽ„┴”Ą─įć“×(y©żn)蹊┐┼cĘ┬šµ[D]. ╔“Ļ¢Ż║╔“Ļ¢└Ē╣ż┤¾īW(xu©”)Ż¼2013.Ż© LV Y. Experimental study and simulation on cuttingforce during machining of titanium alloys inaerospace[D]. ShenyangŻ║ Shenyang University of Scienceand TechnologyŻ¼2013.Ż®
Ż█12Ż▌ALI M HŻ¼ANSARI MŻ¼KHIDHIR B AŻ¼et al. Simulationmachining of titanium alloyŻ© Ti-6Al-4VŻ® based on thefinite element modeling[J]. Journal of the Brazilian Societyof Mechanical Sciences and EngineeringŻ¼ 2014Ż¼36Ż©2Ż®Ż║315-324.
Ż█13Ż▌═§äéŻ¼╚f├¶Ż¼äó╗óŻ¼Ą╚. ┴Żūė╚║ā×(y©Łu)╗»─Ż║²ŽĄĮy(t©»ng)Ą─ŃŖŽ„┴”Į©─ŻĘĮĘ©[J]. ÖC(j©®)ąĄ╣ż│╠īW(xu©”)ł¾(b©żo)Ż¼2011 Ż©13Ż®Ż║123-130.Ż©WANG GŻ¼WAN MŻ¼LIU HŻ¼et al. Modeling of milling force by using fuzzy system optimized by particle swarmalgorithm[J]. Journal of Mechanical EngineeringŻ¼ 2011Ż©13Ż®Ż║123-130.Ż®
Ż█14Ż▌SHI QŻ¼ LI LŻ¼ HE NŻ¼ et al. Experimental study in highspeed milling of titanium alloy TC21[J]. InternationalJournal of Advanced Manufacturing TechnologyŻ¼ 2013Ż¼64Ż©1/2/3/4Ż®Ż║49-54.
Ż█15Ż▌NIU QŻ¼CHEN MŻ¼MING WŻ¼et al. Evaluation of the performanceof coated carbide tools in face milling TC6alloy under dry condition[J]. International Journal ofAdvanced Manufacturing TechnologyŻ¼ 2013Ż¼ 64Ż©5/6/7/8Ż®Ż║623-631.
Ż█16Ż▌ZHANG C MŻ¼MU A LŻ¼WANG Y XŻ¼et al. A study onthe influence of milling parameters on the properties ofTC18 titanium alloy[J]. Science of Advanced MaterialsŻ¼2020Ż¼12Ż©5Ż®Ż║707-714.
Ż█17Ż▌═§ė└÷╬Ż¼Åł▓²├„. TC18 Ōü║ŽĮ▄掄╝ė╣żĄ─ŪąŽ„┴”║═▒Ē├µ┤ų▓┌Č╚[J]. ÖC(j©®)ąĄ╣ż│╠▓─┴ŽŻ¼2019Ż¼43Ż©7Ż®Ż║69-73.Ż© WANG Y XŻ¼ ZHANG C M. Cutting force and surface roughness of turning on TC18 titanium alloy[J]. Materialsfor Mechanical EngineeringŻ¼2019Ż¼43Ż©7Ż®Ż║69-73.Ż®
Ż█18Ż▌WANG F ZŻ¼ZHAO JŻ¼LI A HŻ¼et al. Experimental studyon cutting forces and surface integrity in high-speed sidemilling of Ti-6Al-4V titanium alloy[J]. Machining Scienceand TechnologyŻ¼2014Ż¼18Ż©3Ż®Ż║448-463.
Ż█19Ż▌WU H BŻ¼ ZHANG S J. Effects of cutting conditions onthe milling process of titanium alloy Ti6Al4V[J]. InternationalJournal of Advanced Manufacturing TechnologyŻ¼2015Ż¼77Ż©9/10/11/12Ż®Ż║2235-2240.
Ż█20Ż▌KRISHNARAJ V SŻ¼ SAMSUDEENSADHAM RŻ¼ et al.A study on high speed end milling of titanium alloy[J].Procedia EngineeringŻ¼2014Ż¼97Ż©97Ż®Ż║251-257.
Ż█21Ż▌äó∙iŻ¼ąņŠ┼╚AŻ¼±T╦ž┴߯¼Ą╚. PCD ĄČŠ▀Ė▀╦┘ŃŖŽ„TA15 Ōü║ŽĮŪąŽ„┴”Ą─蹊┐[J]. ─ŽŠ®║Į┐š║Į╠ņ┤¾īW(xu©”)īW(xu©”)ł¾(b©żo)Ż¼2010Ż¼42Ż©2Ż®Ż║224-229.Ż©LIU PŻ¼XU J HŻ¼F(xi©żn)ENG S LŻ¼et al. Cutting forces in highspeed milling of TA15 titanium alloy with PCD tool[J].Journal of Nanjing University of Aeronautics & AstronauticsŻ¼2010Ż¼42Ż©2Ż®Ż║224-229.Ż®
Ż█22Ż▌ģ╬¢|╔²Ż¼ąņŠ┼╚AŻ¼ČĪ╬─õhŻ¼Ą╚. Š█Š¦Įäé╩»ĄČŠ▀ŃŖŽ„Ti40 ūĶ╚╝Ōü║ŽĮ╩¦ą¦ÖC(j©®)└Ē[J]. ─ŽŠ®║Į┐š║Į╠ņ┤¾īW(xu©”)īW(xu©”)ł¾(b©żo)Ż¼2016Ż¼48Ż©6Ż®Ż║870-878.Ż©LU D SŻ¼XU J HŻ¼DING W FŻ¼et al. Failure analysis ofPCD tools in milling Ti40 burn-resistant titaniumalloy[J]. Journal of Nanjing University of Aeronautics &AstronauticsŻ¼2016Ż¼48Ż©6Ż®Ż║870-878.Ż®
Ż█23Ż▌XU J HŻ¼REN K QŻ¼GENG G S. Cutting forces in highspeedmilling of a close alpha titanium alloy[J]. KeyEngineering MaterialsŻ¼2004Ż¼259/260Ż║451-455.
Ż█24Ż▌KOMANDURI RŻ¼ZHEN B H. Thermal modeling of themetal cutting process — Part ó¾Ż║temperature rise distributiondue to the combined effects of shear plane heatsource and the tool-chip interface frictional heatsource[J]. International Journal of Mechanical SciencesŻ¼2001Ż¼43Ż©1Ż®Ż║89-107.
Ż█25Ż▌HUANG KŻ¼YANG W. Analytical model of temperaturefield in workpiece machined surface layer in orthogonalcutting[J]. Journal of Materials Processing TechnologyŻ¼2016Ż¼229Ż║375-389.
Ż█26Ż▌GLÄNZEL JŻ¼HERZOG RŻ¼IHLENFELDT SŻ¼et al. Simulation-based correction approach for thermo-elasticworkpiece deformations during milling processes[J]. Procedia CIRPŻ¼2016Ż¼46Ż║103-106.
Ż█27Ż▌PITTALÀ G MŻ¼MONNO M. A new approach to the predictionof temperature of the workpiece of face millingoperations of Ti-6Al-4V[J]. Applied Thermal EngineeringŻ¼2011Ż¼31Ż©2Ż®Ż║173-180.
Ż█28Ż▌YAN C MŻ¼ LIN Y X. Numerical simulation of cuttingforce and temperature field in high speed machining oftitanium alloys[J]. Applied Mechanics & MaterialsŻ¼2010Ż¼37/38Ż║731-734.
Ż█29Ż▌TAN G YŻ¼ZHANG Y HŻ¼LI G HŻ¼et al. Performance of acoated cemented carbide tool in high speed milling of Ti-6Al-4V alloy[J]. Journal of Advanced ManufacturingSystemsŻ¼2013Ż¼12Ż©2Ż®Ż║131-146.
Ż█30Ż▌SUN Y JŻ¼SUN JŻ¼LI J FŻ¼et al. An experimental investigationof the influence of cutting parameters on cuttingtemperature in milling Ti6Al4V by applying semi-artificialthermocouple[J]. International Journal of AdvancedManufacturing TechnologyŻ¼2014Ż¼70Ż©5/6/7/8Ż®Ż║765-773.
Ż█31Ż▌HOSSEINI AŻ¼ KISHAWY H A. Cutting tool materialsand tool wear[M]// Machining of Titanium Alloys. BerlinHeidelbergŻ║SpringerŻ¼2014Ż║31-56.
Ż█32Ż▌FUJIWARA JŻ¼ ARIMOTO TŻ¼ TANAKA K. High speedmilling of titanium alloy[J]. Advanced MaterialsResearchŻ¼2011Ż¼325Ż║387-392.
Ż█33Ż▌SONG K HŻ¼LIM D WŻ¼PARK J YŻ¼et al. Investigation oninfluence of hybrid nozzle of CryoMQL on tool wearŻ¼cutting forceŻ¼ and cutting temperature in milling oftitanium alloys[J]. International Journal of AdvancedManufacturing TechnologyŻ¼2020Ż¼110Ż©7Ż®Ż║2093-2103.
Ż█34Ż▌LIN S YŻ¼ CHENG Y YŻ¼ CHUNG C T. Chip formationand cutting performance investigation on titanium alloymachining[J]. Advanced Materials ResearchŻ¼ 2011Ż¼264/265Ż║1062-1072.
Ż█35Ż▌SULAIMAN SŻ¼ ROSHAN AŻ¼ BORAZJANI S. Effect ofcutting parameters on cutting temperature of TiAl6V4alloy[J]. Applied Mechanics & MaterialsŻ¼2013Ż¼392Ż║68-72.
Ż█36Ż▌YANG SŻ¼HE CŻ¼ZHENG MŻ¼et al. Temperature field oftool engaged cutting zone for milling of titanium alloywith ball-end milling[J]. MicromachinesŻ¼ 2018Ż¼ 9Ż© 12Ż® Ż║672.
Ż█37Ż▌PANDURU DŻ¼BICA MŻ¼PATRU E NŻ¼et al. Influence ofcutting parameters on the temperature in turning oftitanium using contact and non-contact methods[J].Advanced Engineering ForumŻ¼2019Ż¼34Ż║28-33.
Ż█38Ż▌äó╗█└┌. Ōü║ŽĮTi-6Al-4V ŪąŽ„Ę┬šµ£žČ╚Ęų╬÷[J]. ┐Ų╝╝äō(chu©żng)ą┬ī¦(d©Żo)ł¾(b©żo)Ż¼2020Ż¼17Ż©5Ż®Ż║96-98.Ż©LIU H L. Analysis of cutting simulation temperature oftitanium alloy Ti-6Al-4V[J]. Science and TechnologyInnovation HeraldŻ¼2020Ż¼17Ż©5Ż®Ż║96-98.Ż®
Ż█39Ż▌SHAN C WŻ¼ ZHANG XŻ¼ SHEN BŻ¼ et al. An improvedanalytical model of cutting temperature in orthogonal cuttingof Ti6Al4V[J]. Chinese Journal of AeronauticsŻ¼2019Ż¼156Ż©3Ż®Ż║217-227.
Ż█40Ż▌³S▌Ē. ╗∙ė┌Ōü║ŽĮĄ─ļy╝ė╣ż▓─┴ŽŪąŽ„╝ė╣ż╣ż╦ć蹊┐[D]. ─ŽŠ®Ż║─ŽŠ®└Ē╣ż┤¾īW(xu©”)Ż¼2015.Ż© HUANG B. Research on difficult-to-cut materials processingtechnology based on titanium[D]. NanjingŻ║Nanjing University of Science and TechnologyŻ¼2015.Ż®
Ż█41Ż▌Åł║ķ╔Į. Ė▀ą¦ŃŖŽ„Ōü║ŽĮTC25 ╝ė╣żąį─▄蹊┐[D]. Ø·(j©¼)─ŽŻ║╔Į¢|┤¾īW(xu©”)Ż¼2016.Ż© ZHANG H S. Investigations on the machinability oftitanium alloy TC25 in high efficiency milling[D].JinanŻ║Shandong UniversityŻ¼2016.Ż®
Ż█42Ż▌ŚŅę„’wŻ¼┌w═■Ż¼└Ņ┴┴Ż¼Ą╚. Ti6Al4V Ōü║ŽĮ┤¾▀M(j©¼n)ĮoŃŖŽ„ŪąŽ„┴”┼cŪąŽ„£žČ╚Ą─įć“×(y©żn)蹊┐[J]. ║Į┐šŠ½├▄ųŲįņ╝╝ąg(sh©┤)Ż¼2014Ż¼50Ż©4Ż®Ż║34-37.Ż©YANG Y FŻ¼ZHAO WŻ¼LI LŻ¼et al. Experimental studyon cutting force and cutting temperature in high feedmilling of Ti6Al4V alloy[J]. Aviation Precision ManufacturingTechnologyŻ¼2014Ż¼50Ż©4Ż®Ż║34-37.Ż®
Ż█43Ż▌ÅłĮ©’w. Ti6Al4V Ė▀╦┘ŪąŽ„▀^│╠ėąŽ▐į¬─ŻöM╝░ŪąŽ„ģóöĄ(sh©┤)ā×(y©Łu)╗»[D]. └ź├„Ż║└ź├„└Ē╣ż┤¾īW(xu©”)Ż¼2017.Ż© ZHANG J F. Finite element simulation of high speedmachining Ti6Al4V and optimization of cutting parameters[D]. KunmingŻ║ Kunming University of Science andTechnologyŻ¼2017.Ż®
Ż█44Ż▌CHE-HARON C HŻ¼ JAWAID A. The effect of machiningon surface integrity of titanium alloy Ti-6%Al-4%V[J]. Journal of Materials Processing TechnologyŻ¼ 2005Ż¼166Ż©2Ż®Ż║188-192.
Ż█45Ż▌YANG X YŻ¼ REN C ZŻ¼ WANG YŻ¼ et al. Experimentalstudy on surface integrity of Ti-6Al-4V in high speed sidemilling[J]. Transactions of Tianjin UniversityŻ¼ 2012Ż¼18Ż©3Ż®Ż║206-212.
Ż█46Ż▌TAYISEPI NŻ¼LAUBSCHER R FŻ¼OOSTHUIZEN G A.Investigating the energy efficiency and surface integritywhen machining titanium alloys[C]. Wallenberg CentreŻ║COMA’16Ż¼2016Ż║219-224.
Ż█47Ż▌HASSANPOUR HŻ¼ RASTI AŻ¼ SADEGHI M HŻ¼ et al.Investigation of roughnessŻ¼ topographyŻ¼ microhardnessŻ¼white layer and surface chemical composition in highspeed milling of Ti-6Al-4V using minimum quantity lubrication[J]. Machining Science and TechnologyŻ¼2020Ż║1-20.
Ż█48Ż▌CHE-HARON C H. Tool life and surface integrity inturning titanium alloy[J]. Journal of Materials ProcessingTechnologyŻ¼2001Ż¼118Ż║231-237.
Ż█49Ż▌YAO C FŻ¼ WU D XŻ¼ JIN Q CŻ¼ et al. Influence of highspeedmilling parameter on 3D surface topography andfatigue behavior of TB6 titanium alloy[J]. Transactionsof Nonferrous Metals Society of ChinaŻ¼ 2013Ż¼ 23Ż© 3Ż® Ż║650-660.
Ż█50Ż▌LIU J YŻ¼SUN J FŻ¼CHEN W Y. Surface integrity of TB6titanium alloy after dry milling with solid carbide cuttersof different geometry[J]. The International Journal ofAdvanced Manufacturing TechnologyŻ¼ 2017Ż¼ 92Ż© 3Ż® Ż║4183-4198.
Ż█51Ż▌YANG DŻ¼LIU Z Q. Surface topography analysis and cuttingparameters optimization for peripheral millingtitanium alloy Ti-6Al-4V[J]. International Journal of Refractory Metals & Hard MaterialsŻ¼2015Ż¼51Ż║192-200.
Ż█52Ż▌ų▄ūė═¼Ż¼┤▐╝ŠŻ¼ĻÉųŠ═¼Ż¼Ą╚. TB6 Ōü║ŽĮŃŖŽ„▒Ē├µ═Ļš¹ąįįć“×(y©żn)蹊┐[J]. ║Į┐šųŲįņ╝╝ąg(sh©┤)Ż¼2015Ż¼477Ż©8Ż®Ż║66-69.Ż© ZHOU Z TŻ¼ CUI JŻ¼ CHEN Z TŻ¼ et al. Experimental research on surface integrity of TB6 titanium alloy[J].Aviation Manufacturing TechnologyŻ¼2015Ż¼477Ż©8Ż®Ż║66-69.Ż®
Ż█53Ż▌ABDELNASSER A SŻ¼ BARAKAT AŻ¼ ELSANABARYSŻ¼ et al. Experimental investigation of generated surfaceroughness in hard turning of Ti6Al4V using coated ceramic and CBN inserts[J]. Port-Said EngineeringResearch JournalŻ¼2020Ż¼24Ż©2Ż®Ż║106-113.
Ż█54Ż▌DAYMIN AŻ¼ BOUJELBENE MŻ¼ AMARA A BŻ¼ et al.Surface integrity in high speed end milling of titaniumalloy Ti-6Al-4V[J]. Materials Science and TechnologyŻ¼2011Ż¼27Ż©1Ż®Ż║387-394.
Ż█55Ż▌MHAMDI M BŻ¼BOUJELBENE MŻ¼BAYRAKTAR EŻ¼etal. Surface integrity of titanium alloy Ti-6Al-4V in ballend milling[J]. Physics ProcediaŻ¼ 2012Ż¼ 25Ż© 22Ż® Ż║ 355-362.
Ż█56Ż▌LIM T SŻ¼LEE C MŻ¼KIM S WŻ¼et al. Evaluation of cutterorientations in 5-axis high speed milling of turbineblade[J]. Journal of Materials Processing TechnologyŻ¼2002Ż¼130/131Ż║401-406.
Ż█57Ż▌LEE C MŻ¼KIM S WŻ¼CHOI K HŻ¼et al. Evaluation of cutterorientations in high-speed ball end milling of cantilevershaped thin plate[J]. Journal of Materials ProcessingTechnologyŻ¼2003Ż¼140Ż©1/2/3Ż®Ż║231-236.
Ż█58Ż▌YANG H CŻ¼ CHEN Z TŻ¼ ZHOU Z T. Influence of cuttingspeed and tool wear on the surface integrity of thetitanium alloy Ti-1023 during milling[J]. InternationalJournal of Advanced Manufacturing TechnologyŻ¼ 2014Ż¼78Ż©5/6/7/8Ż®Ż║1113-1126.
Ż█59Ż▌SAFARI HŻ¼SHARIF SŻ¼IZMAN SŻ¼et al. Surface integritycharacterization in high-speed dry end milling of Ti-6Al-4V titanium alloy[J]. International Journal of Advanced Manufacturing TechnologyŻ¼ 2015Ż¼ 78Ż©1/2/3/4Ż®Ż║651-657.
Ż█60Ż▌LIANG X LŻ¼LIU Z Q. Tool wear behaviors and correspondingmachined surface topography during high-speedmachining of Ti-6Al-4V with fine grain tools[J]. TribologyInternationalŻ¼2018Ż¼121Ż║321-332.
Ż█61Ż▌LITWA PŻ¼WIKA K KŻ¼ZONUZI AŻ¼et al. The influenceof cutting conditions on surface integrity in high feedmilling of Ti-6Al-4V with supercritical CO2 cooling [C]//MM Science Journal Special IssueŻ║HSM 2019. MMPublishingŻ¼2019Ż¼2019Ż©4Ż®Ż║3071-3077.
Ż█62Ż▌POLINI WŻ¼TURCHETTA S. Cutting forceŻ¼tool life andsurface integrity in milling of titanium alloy Ti-6Al-4Vwith coated carbide tools[J]. Proceedings of the Institutionof Mechanical EngineersŻ¼ Part BŻ¼ 2014Ż¼ 230Ż© 4Ż® Ż║694-700.
Ż█63Ż▌KAYNAK YŻ¼ GHARIBI AŻ¼ YILMAZ UŻ¼ et al. A comparisonof flood coolingŻ¼ minimum quantity lubricationand high pressure coolant on machining and surfaceintegrity of titanium Ti-5553 alloy[J]. Journal of ManufacturingProcessesŻ¼2018Ż¼34Ż║503-512.
Ż█64Ż▌AROLA DŻ¼RAMULU M. An examination of the effectsfrom surface texture on the strength of fiber-reinforcedplastics[J]. J Compos MaterŻ¼1999Ż¼33Ż©2Ż®Ż║101-86.
Ż█65Ż▌YANG DŻ¼ LIU Z QŻ¼ XIAO XŻ¼ et al. The effects ofmachining-induced surface topography on fatigue performanceof titanium alloy Ti-6Al-4V[J]. Procedia CIRPŻ¼2018Ż¼71Ż║27-30.
Ż█66Ż▌SUN JŻ¼GUO Y B. A comprehensive experimental studyon surface integrity by end milling Ti-6Al-4V[J]. Journalof Materials Processing TechnologyŻ¼ 2009Ż¼ 209Ż© 8Ż® Ż║4036-4042.
Ż█67Ż▌JIANG XŻ¼LI BŻ¼YANG J G. An approach for analyzingand controlling residual stress generation during highspeedcircular milling[J]. International Journal of Advanced Manufacturing TechnologyŻ¼ 2013Ż¼ 66Ż©9/10/11/12Ż®Ż║1439-1448.
Ż█68Ż▌═§├„║ŻŻ¼═§Š®äéŻ¼ÓŹę½▌xŻ¼Ą╚. Ōü║ŽĮĖ▀╦┘ŃŖŽ„╝ė╣żĄ─ėąŽ▐į¬─ŻöM┼cĘų╬÷[J]. ÖC(j©®)ąĄ┐ŲīW(xu©”)┼c╝╝ąg(sh©┤)Ż¼2015Ż¼34Ż©6Ż®Ż║898-902.Ż©WANG M HŻ¼WANG J GŻ¼ZHEN Y HŻ¼et al. Finite elementsimulation and analysis of titanium alloy underhigh-speed milling[J]. Mechanical Science and Technologyfor Aerospace EngineeringŻ¼2015Ż¼34Ż©6Ż®Ż║898-902.Ż®
Ż█69Ż▌ÅłėŅŻ¼└Ņ┴┴Ż¼╚ų▒¾Ż¼Ą╚. TC4 Ōü║ŽĮŚlą╬┴Ń╝■ŃŖŽ„╝ė╣ż▒Ē├µÜłėÓæ¬(y©®ng)┴”£yįć┼cĘų╬÷[J]. ÖC(j©®)ąĄųŲįņ┼cūįäė╗»Ż¼2016Ż¼45Ż©2Ż®Ż║25-27.Ż©ZHANG YŻ¼LI LŻ¼RONG BŻ¼et al. Testing and analysisof milling surface residual stress in TC4 titanium alloybar parts[J]. Machine Building & AutomationŻ¼ 2016Ż¼45Ż©2Ż®Ż║25-27.Ż®
Ż█70Ż▌SHEN X HŻ¼ ZHANG D HŻ¼ YAO C FŻ¼ et al. Formationmechanism of surface metamorphic layer and influencerule on milling TC17 titanium alloy[J]. The InternationalJournal of Advanced Manufacturing TechnologyŻ¼ 2021Ż¼112Ż©6Ż®Ż║1-18.
Ż█71Ż▌ūTņnŻ¼ÅłČ©╚AŻ¼ę”│½õh. Ė▀╦┘ŃŖŽ„ģóöĄ(sh©┤)ī”TC17 Ōü║ŽĮ▒Ē├µūā┘|(zh©¼)īėĄ─ė░Ēæ[J]. ║Į┐š▓─┴ŽīW(xu©”)ł¾(b©żo)Ż¼2017Ż¼37Ż©6Ż®Ż║75-81.Ż©TAN LŻ¼ZHANG D HŻ¼YAO C F. Effect of high-speedmilling parameters on surface metamorphic layer of TC17titanium alloy[J]. Journal of Aeronautical MaterialsŻ¼2017Ż¼37Ż©6Ż®Ż║75-81.Ż®
Ż█72Ż▌═§Ø². Ė▀ÅŖ(qi©óng)Č╚║ŽĮŪąŽ„╝ė╣ż¤ß┴”ū„ė├Ą─öĄ(sh©┤)ųĄĘ┬šµ┼cįć“×(y©żn)蹊┐[D]. ╬„░▓Ż║╬„▒▒╣żśI(y©©)┤¾īW(xu©”)Ż¼2015.Ż© WANG T. The experimental research and numericalsimulation of the effect of thermo-mechanical process inhigh strength alloy cutting process[D]. Xi’anŻ║NorthwesternPolytechnical UniversityŻ¼2015.Ż®
Ż█73Ż▌ūTņnŻ¼äóŠS韯¼ę”│½õhŻ¼Ą╚. Ū“Ņ^ŃŖĄČĄČŠ▀ū╦æB(t©żi)ī”Ōü║ŽĮ╝ė╣ż▒Ē├µ═Ļš¹ąįĄ─ė░Ēæ[J]. ╣żŠ▀╝╝ąg(sh©┤)Ż¼2015Ż¼49Ż©12Ż®Ż║39-43.Ż©TAN LŻ¼LIU W WŻ¼YAO C FŻ¼et al. Effect of tool postureon surface integrity in ball end milling of titaniumalloy[J]. Tool EngineeringŻ¼2015Ż¼49Ż©12Ż®Ż║39-43.Ż®
Ż█74Ż▌YANG PŻ¼YAO C FŻ¼XIE S HŻ¼et al. Effect of tool orientationon surface integrity during ball end milling oftitanium alloy TC17[J]. Procedia CIRPŻ¼ 2016Ż¼ 56Ż║ 143-148.
Ż█75Ż▌YAO C FŻ¼TAN LŻ¼YANG PŻ¼et al. Effects of tool orientationand surface curvature on surface integrity in ball endmilling of TC17[J]. International Journal of AdvancedManufacturing TechnologyŻ¼ 2017Ż¼ 94Ż© 5/6/7/8Ż® Ż║ 1699-1710.
Ż█76Ż▌SHEN X HŻ¼ZHANG D HŻ¼TAN L. Effects of cutter pathorientations on milling forceŻ¼ temperatureŻ¼ and surfaceintegrity when ball end milling of TC17 alloy[J]. Proceedingsof the Institution of Mechanical Engineers PartB Journal of Engineering ManufactureŻ¼2021Ż¼235Ż©6/7Ż®Ż║1212-1224.
Ż█77Ż▌└ŅõhŻ¼└Ņė┐╚¬Ż¼└Ņ╬─┐ŲŻ¼Ą╚. ĄČŠ▀ū▀ĄČĘĮ╩Įī” TC11 ▒Ī▒┌╝■ŃŖŽ„▒Ē├µ┘|(zh©¼)┴┐ė░ĒæęÄ(gu©®)┬╔蹊┐[J]. ▒Ē├µ╝╝ąg(sh©┤)Ż¼2017Ż¼46Ż©7Ż®Ż║250-254.Ż©LI FŻ¼LI Y QŻ¼LI W KŻ¼et al. Effect of tool path mode onmilled surface quality of TC11 thin-walled parts[J]. SurfaceTechnologyŻ¼2017Ż¼46Ż©7Ż®Ż║250-254.Ż®
Ż█78Ż▌PRETORIUS C JŻ¼ SOO S LŻ¼ ASPINWALL D KŻ¼ et al.Tool wear behavior and workpiece surface integrity whenturning Ti-6Al-2Sn-4Zr-6Mo with olycrystalline diamondtooling[J]. CIRP Annals-Manufacturing TechnologyŻ¼2015Ż¼64Ż©1Ż®Ż║109-112.
Ż█79Ż▌WYEN C FŻ¼ JAEGER DŻ¼ WEGENER K. Influence ofcutting edge radius on surface integrity and burr formationin milling titanium[J]. The International Journal ofAdvanced Manufacturing TechnologyŻ¼ 2013Ż¼ 67Ż©1/2/3/4Ż®Ż║589-599.
Ż█80Ż▌TAN LŻ¼YAO C FŻ¼REN J XŻ¼et al. Effect of cutter pathorientations on cutting forcesŻ¼ tool wearŻ¼ and surfaceintegrity when ball end milling TC17[J]. InternationalJournal of Advanced Manufacturing TechnologyŻ¼ 2017Ż¼ 88Ż©9/10/11/12Ż®Ż║1-14.
Ż█81Ż▌WU H BŻ¼ ZHANG S J. 3D FEM simulation of millingprocess for titanium alloy Ti6Al4V[J]. InternationalJournal of Advanced Manufacturing TechnologyŻ¼ 2014Ż¼71Ż©5/6/7/8Ż®Ż║1319-1326.
Ż█82Ż▌ģ▓ŠĖ├ĘŻ¼─¬╚žŻ¼ģŪīÜ║ŻŻ¼Ą╚. ▒Ī▒┌╝■ÜłėÓæ¬(y©®ng)┴”ūāą╬Ę┬šµŅA(y©┤)£y┼cŪąŽ„ģóöĄ(sh©┤)ā×(y©Łu)╗»[J]. ÖC(j©®)ąĄ┐ŲīW(xu©”)┼c╝╝ąg(sh©┤)Ż¼ 2019Ż¼38Ż©2Ż®Ż║205-210.Ż© CONG J MŻ¼ MO RŻ¼ WU B H. Prediction of deformationinduced by residual stress in milling of thin-walledpart and optimization of cutting parameters[J]. MechanicalScience and Technology for Aerospace EngineeringŻ¼2019Ż¼38Ż©2Ż®Ż║205-210.Ż®
Ż█83Ż▌KONG X JŻ¼DING Z SŻ¼XU L JŻ¼et al. Effects of millingparameters on distribution of residual stress during themilling of curved thin-walled parts[J]. The EuropeanPhysical Journal ConferencesŻ¼2019Ż¼224Ż©11Ż®Ż║05009.
Ż█84Ż▌GINTING AŻ¼ NOUARI M. Surface integrity of drymachined titanium alloys[J]. International Journal ofMachine Tools and ManufactureŻ¼2009Ż¼49Ż©3Ż®Ż║325-332.
Ż█85Ż▌LAPIN JŻ¼PELACHOVÁ T. Microstructure stability of acast Ti-45.2Al-2V-0.6Si-0.7B alloy at temperatures 973-1073K[J]. IntermetallicsŻ¼2006Ż¼14Ż©10/11Ż®Ż║1175-1180.
Ż█86Ż▌OOSTHUIZEN A GŻ¼NUNCO KŻ¼CONRADIE J T PŻ¼etal. The effect of cutting parameters on surface integrity inmilling Ti6Al4V[J]. South African Journal of IndustrialEngineeringŻ¼2016Ż¼27Ż║115-123.
Ż█87Ż▌└Ņ▄ŖŻ¼╚╬│╔ūµŻ¼ŚŅĢįė┬Ż¼Ą╚. Ōü║ŽĮŻ©Ti-6Al-4VŻ®ŃŖŽ„ģóöĄ(sh©┤)ī”▒Ē├µ═Ļš¹ąįė░Ēæ蹊┐[J]. ÖC(j©®)ąĄįO(sh©©)ėŗ(j©¼)Ż¼2016Ż©4Ż®Ż║1-6.Ż© LI JŻ¼ REN C ZŻ¼ YANG X YŻ¼ et al. Effects of millingparameters on surface integrity of titanium alloyŻ©Ti-6Al-4VŻ®[J]. Journal of Machine DesignŻ¼2016Ż©4Ż®Ż║1-6.Ż®
Ż█88Ż▌OYELOLA OŻ¼ CRAWFORTH PŻ¼ M ’SAOUBI RŻ¼ et al.Machining of additively manufactured partsŻ║implicationsfor surface integrity[J]. Procedia CIRPŻ¼ 2016Ż¼ 45Ż║ 119-122.
Ż█89Ż▌SHI QŻ¼HE NŻ¼LI L. Analysis on surface integrity duringhigh speed milling for new damage-tolerant titaniumalloy[J]. Transactions of Nanjing University of Aeronautics& AstronauticsŻ¼2012Ż¼29Ż©3Ż®Ż║222-226.
Ż█90Ż▌SU H HŻ¼ LIU PŻ¼ FU Y CŻ¼ et al. Tool life and surfaceintegrity in high-speed milling of titanium alloy TA15with PCD/PCBN tools[J]. Chinese Journal of AeronauticsŻ¼2012Ż¼25Ż©5Ż®Ż║784-790.
Ż█91Ż▌ŚŅĢįė┬Ż¼╚╬│╔ūµŻ¼ĻÉ╣Ō. Ōü║ŽĮŃŖŽ„ĄČŠ▀─źōpī”▒Ē├µ═Ļš¹ąįė░Ēæ蹊┐[J]. ÖC(j©®)ąĄįO(sh©©)ėŗ(j©¼)Ż¼2012Ż¼29Ż©11Ż®Ż║22-25.Ż©YANG X YŻ¼REN C ZŻ¼CHEN G. Effects of tool wear on surface integrity in milling titanium alloy[J]. Journalof Machine DesignŻ¼2012Ż¼29Ż©11Ż®Ż║22-25.Ż®
Ż█92Ż▌VELÁSQUEZ J D PŻ¼TIDU AŻ¼BOLLE BŻ¼et al. Sub-surfaceand surface analysis of high speed machined Ti-6Al-4V alloy[J]. Materials Science & EngineeringŻ║AŻ¼2010Ż¼527Ż©10/11Ż®Ż║2572-2578.
Ż█93Ż▌LIANG X LŻ¼LIU Z QŻ¼WANG B. Dynamic recrystallizationcharacterization in Ti-6Al-4V machined surface layerwith process-microstructure-property correlations[J].Applied Surface ScienceŻ¼2020Ż¼530Ż║147184.
Ż█94Ż▌WANG Q QŻ¼ LIU Z QŻ¼ WANG BŻ¼ et al. Evolutions ofgrain size and micro-hardness during chip formation andmachined surface generation for Ti-6Al-4V in high-speedmachining[J]. The International Journal of AdvancedManufacturing TechnologyŻ¼ 2016Ż¼ 82Ż© 9/10/11/12Ż® Ż║1725-1736.
Ż█95Ż▌LI B XŻ¼ZHANG SŻ¼LI J FŻ¼et al. Quantitative evaluationof mechanical properties of machined surface layer usingautomated ball indentation technique[J]. Materials Scienceand EngineeringŻ║AŻ¼2020Ż¼773Ż©31Ż®Ż║138717.
Ż█96Ż▌PATIL SŻ¼JADHAV SŻ¼KEKADE SŻ¼et al. The influenceof cutting heat on the surface integrity during machiningof titanium alloy Ti6Al4V[J]. Procedia ManufacturingŻ¼2016Ż¼5Ż║857-869.
Ż█97Ż▌LIANG X LŻ¼ LIU Z Q. Experimental investigations oneffects of tool flank wear on surface integrity duringorthogonal dry cutting of Ti-6Al-4V[J]. The InternationalJournal of Advanced Manufacturing TechnologyŻ¼2017Ż¼93Ż©5Ż®Ż║1617-1626.
Ż█98Ż▌LIANG X LŻ¼ LIU Z QŻ¼ CHEN L XŻ¼ et al. Tool wearinduced modifications of plastic flow and deformedmaterial depth in new generated surfaces during turningTi-6Al-4V[J]. Journal of Materials Research and TechnologyŻ¼2020Ż¼9Ż©5Ż®Ż║10782-10795.
Ż█99Ż▌NOUARI MŻ¼MAKICH H. On the physics of machiningtitanium alloysŻ║ interactions between cutting parametersŻ¼microstructure and tool wear[J]. MetalsŻ¼ 2014Ż¼ 4Ż© 3Ż® Ż║335-358.
tagś╦(bi©Īo)║×:Ōü║ŽĮ╣ż╦ć,Ōü║ŽĮŪąŽ„╝ė╣ż