



įl≤ľ»’∆ŕ£ļ2025-9-22 17:44:15
“ż—‘
ńŅ«į£¨ŇcįlŖ_áÝľ“ŌŗĪ»£¨ő“áÝĺoĻŐėIľľ–gįl’Ļ∆ū≤Ĺ›^ÕŪ£¨ŖÄ–ŤŌŗÍPĆW’Ŗƶ∆šŖM––īůѶĄď–¬ļÕ—–įl°£TC16◊ųěť“Ľ∑N≥£“äĶń‚ĀļŌĹū£¨ĪĽŹV∑ļĶōĎ™”√”ŕôC–ĶĺoĻŐľĢ÷–°£ěťŐŠłŖ‚ĀļŌĹū Ļ”√–‘ń‹£¨≥żŃň“™◊Ųļ√ƶTC16‚ĀļŌĹūĶńńÕń•ďp–‘ń‹ĶńÉěĽĮļÕŐŠ…żÕ‚£¨ŖÄ“™ī_Ī£∆šŅĻłŖúō—űĽĮ–‘ń‹≤ĽĒŗŐŠ…ż°£ŌŗÍP—–ĺŅĪŪ√ų[1]£ļÕ®Ŗ^ĆĘSrļŌĹū‘™ňōŐŪľ”ĶĹļŌĹū÷–£¨Ņ…“‘Ćć¨FƶĹūĆŔŅĻłŖúō—űĽĮ–‘ń‹Ķń”––ßŐŠłŖ£ĽÕ®Ŗ^ĆĘLa°ĘCeĶ»Ō°ÕŃ‘™ňōŐŪľ”ĶĹļŌĹū÷–[2]£¨Źń∂ÝĪ£◊CÉ»≤ŅĺßŃ£ĶńľöĽĮ≥Ő∂»°£
Ķę «£¨ŇcTC16‚ĀļŌĹūŌŗĪ»£¨ôC–ĶĺoĻŐľĢ Ļ”√–¬–Õ‚ĀļŌĹū≤ĽÉHŅ…“‘Ô@÷ÝŐŠłŖ∆šńÕń•ďp–‘ń‹£¨ŖÄń‹ŐŠłŖ∆šŅĻłŖúō—űĽĮ–‘ń‹£¨Źń∂ÝłŁļ√Ķō∑ŻļŌ –ąŲ–Ť«ů°£ňý“‘£¨ěťĆć¨Fƶ–¬–Õ‚ĀļŌĹū Ļ”√ČŘ√ŁĶń”––ß—”ťL£¨»Áļőƶ–¬–Õ‚ĀļŌĹūôC–ĶĺoĻŐľĢŖM––ŚĎ‘žúō∂»ÉěĽĮ «ľľ–g»ňÜTĪōŪöňľŅľļÕĹ‚õQĶńÜĖÓ}°£
1°Ę‘áÚěŖ^≥Ő
1.1ŚĎ‘ž‘áÚě
Īĺīő‘áÚě£¨“‘“Ti-3Al-5Mo-4.5V-1Sr-0.5Ce”–¬–Õ‚ĀļŌĹūěť—–ĺŅƶŌů£¨–¬–Õ‚ĀļŌĹūĶńĽĮĆW≥…∑÷»ÁĪŪ1ňý ĺ°£‘ŕŖx”√ŇųŃŌēr£¨“™ÉěŌ»Ŗx”√įۆӍTŚV[3]£¨Õ®Ŗ^Ŗ\”√ÁÖī÷∑Ĺ Ĺ£¨Ć¶–¬–Õ‚ĀļŌĹūŖM––ŚĎ‘ž‘áÚě[4]°£‘ŕ’ŻāÄŚĎ‘ž‘áÚě∆ŕťg£¨“™ĆĘń•ĺŖÓAüŠúō∂» ľĹKŅō÷∆ěť380°ś[5]£¨ĆĘÁÖī÷◊É–őŃŅŅō÷∆ěť40%°£
ĪŪ 1 –¬–Õ‚ĀļŌĹūĶńĽĮĆW≥…∑÷£®%, Ŕ|ŃŅ∑÷ĒĶ£©
| ļŌĹūĽĮĆW‘™ňō | ļŌĹūĽĮĆW≥…∑÷ |
| Al | 2.6~3.6 |
| Mn | 4.6~5.6 |
| Varchar ( 30 ) | 4.1~5.1 |
| Ce | 0.4~0.8 |
| Sr | 0.9~1.3 |
| Si | ≤ 0.16 |
| Fe | ≤ 0.26 |
| O | ≤ 0.16 |
| C | ≤ 0.2 |
| Ti | ”ŗŃŅ |
Õ®Ŗ^ƶ‘áė”Ķń ľŚĎúō∂»ļÕĹKŚĎúō∂»ŖM––”––ßŅō÷∆[6]£¨ę@Ķ√»ÁĪŪ2ňý ĺĶń‘áė”ĶńŚĎ‘žúō∂»ÖĘĒĶ°£
ĪŪ 2 ‘áė”ŚĎ‘žúō∂»ÖĘĒĶ
| ‘áė”ĺéŐĖ | ľŚĎúō∂» / °ś | ĹKŚĎúō∂» / °ś |
| 1 | 1020 | 860 |
| 2 | 1040 | 860 |
| 3 | 1060 | 860 |
| 4 | 1080 | 860 |
| 5 | 1100 | 860 |
| 7 | 1079 | 799 |
| 8 | 1079 | 819 |
| 9 | 1079 | 839 |
| 10 | 1079 | 879 |
1.2–‘ń‹úy‘á
‘ŕĪĺīő‘áÚě÷–£¨ňý”√ĶĹĶń‘áÚěôC–ÕŐĖěťGWY-200£¨ěťĪ£◊C “úōń•ďp‘áÚěĹYĻŻĶńĺęī_–‘ļÕ’śĆć–‘£¨“™ÉěŌ»Ŗx”√Si3N4Ő’ī…«Ú£¨≤ĘĆĘ∆š◊ųěťń•≤ń£¨Õ¨ēr£¨ĆĘń•›ÜřDňŔļÕ›dļ…Ѷ∑÷ĄeŅō÷∆ěť310r.min-1°Ę120N°£‘ŕ’ż ĹŖM»Žń•ďp‘áÚě÷ģ«į£¨ Ļ”√Őž∆Ĺƶ‘áČKŔ|ŃŅŖM––ĺęī_ĽĮ∑QŃŅ°£ĹõŖ^30minń•ďpŐéņŪļů£¨–ŤĆ¶ń•ďpļůĶń‘áė”Ŕ|ŃŅŖM––‘Ŕīő∑Q÷ō£¨≤Ęĺęī_”čň„≥Ų◊ÓĹK‘áė”Ķńń•ďpůw∑e[7]°£ŃŪÕ‚£¨ŖÄ“™ņŻ”√íŖ√ŤŽäÁR∑®£¨ľö÷¬”^≤žļÕŃňĹ‚‘áė”ĪŪ√śĶńń•ďp≥Ő∂»£¨Õ¨ēr£¨ŖÄ“™ĆĘ—űĽĮ‘áė”Ķń≠hĺ≥úō∂»Ņō÷∆ěť650°ś“‘Ō¬£¨»Ľļů£¨Ć¶∆šŖM—űĽĮ‘áÚě°£’ŻāÄ‘áÚěērťgŅō÷∆ěť48h“‘É»£¨Ī‹√‚“Ú‘áÚěērťgŖ^ťL∂Ý”įŪĎ◊ÓĹK‘áÚěĹYĻŻ°£ěťĪ£◊C‘áÚěĹYĻŻĶńĺęī_–‘ļÕ’śĆć–‘£¨“™Ć¶łųāÄ‘áė”ŖM––«–∑÷£¨ Ļ∆š«–∑÷ěť3ĹM‘áė”£¨‘áė”Óź–ÕįŁļ¨ń•ďp‘áė”ļÕ—űĽĮ‘áė”É…∑N£¨É…∑N‘áė”Ķń–ő†ÓĺýěťąA–ő£¨∆šťL°ĘĆí∑÷Ąeěť19mm°Ę9mm£¨◊Óļů£¨≤…”√ň„ĒĶ∆Ĺĺý÷Ķ”čň„∑®£¨ę@Ķ√ŌŗĎ™‘áÚěĹYĻŻ°£
2°Ę‘áÚěĹYĻŻľį∑÷őŲ
2.1ń•ďp–‘ń‹
2.1.1≤ĽÕ¨ ľŚĎúō∂»Ō¬◊ÉĽĮ«ťõr
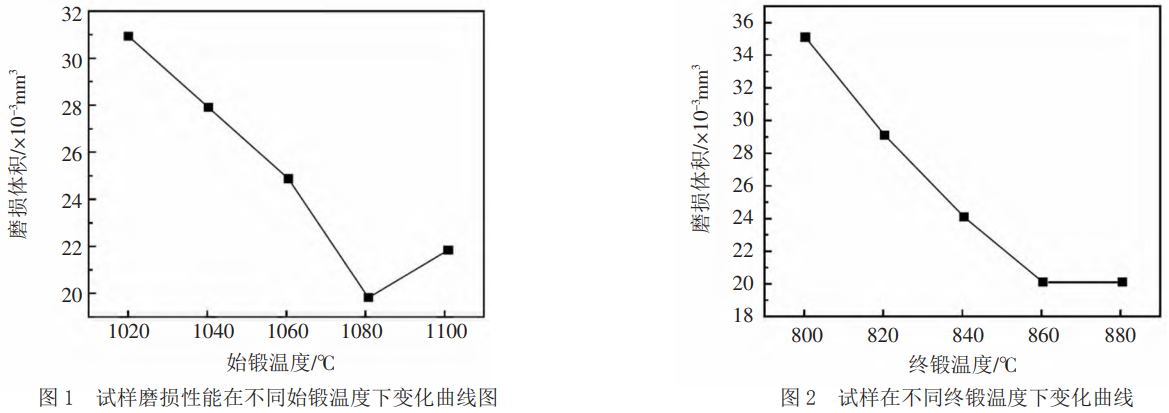
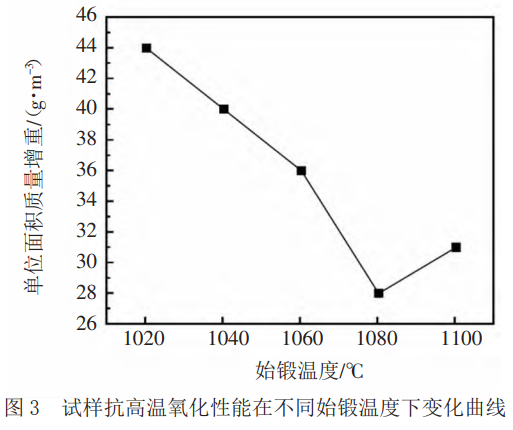
‘áė”ń•ďp–‘ń‹‘ŕ≤ĽÕ¨ ľŚĎúō∂»Ō¬◊ÉĽĮ«ķĺÄąD»ÁąD1ňý ĺ£¨ŹńąD1÷–Ņ…“‘Ņī≥Ų£¨ģĒ ľŚĎúō∂»≥¨Ŗ^1020°ś£¨ĶÕ”ŕ1100°śēr£¨‘áė”ń•ďpůw∑eŌ» «÷ūĚuúp–°£¨»Ľļů≤ĽĒŗ…Ō…ż£¨∆š◊Ó–°÷Ķěť20×10-3mm3£Ľ◊Óīů÷Ķěť31×10-3mm3°£ģĒń•ďpůw∑eŖ_ĶĹ◊ÓĶÕēr£¨ńÕń•ďp–‘ń‹Ŗ_ĶĹ◊Óľ—†ÓĎB°£ňý“‘£¨Ć¶”ŕ–¬–Õ‚ĀļŌĹū‘áė”∂Ý—‘£¨∆šńÕń•ďp–‘ń‹≥ ¨F≥ŲŌ»‘Ųľ”ļůúp–°ĶńŕÖĄ›°£ģĒ ľŚĎúō∂»∑÷ĄeŖ_ĶĹ1020°śēr£¨‘áė”ń•ďpůw∑eÔ@÷Ý…Ō…ż£¨Ŗ_ĶĹ31×10-3mm3£ĽģĒ ľŚĎúō∂»Ŗ_ĶĹ1040°śēr£¨‘áė”Ķńń•ďpůw∑eěť28×10-3mm3£ĽģĒ ľŚĎúō∂»…żłŖ÷Ń1060°śēr£¨‘áė”Ķńń•ďpůw∑e”–ňýŌ¬ĹĶ£¨ĹĶĶÕ÷Ń25×10-3mm3£ĽĹ”÷Ý£¨ņ^ņm…żłŖ ľŚĎúō∂»£¨ģĒ∆š…żłŖĶĹ1080°śēr£¨‘áė”Ķńń•ďpůw∑eņ^ņmŌ¬ĹĶ£¨Ō¬ĹĶ÷Ń20×10-3mm3£Ľīňēr£¨ņ^ņm…żłŖ ľŚĎúō∂»£¨ģĒ∆š…ż÷Ń1100°śēr£¨‘áė”Ķńń•ďpůw∑e”–ňý…Ō…ż£¨…Ō…ż÷Ń22×10-3mm3°£ģĒ ľŚĎúō∂»Ŗ_ĶĹ1080°śēr£¨ŚĎ‘žňýƶϙĶńļŌĹūń•ďpůw∑eŖ_ĶĹ◊Ó–°÷Ķ£¨ůw∑eúp–°∑ý∂»Ŗ_ĶĹ35.48%£¨Źń∂Ýę@Ķ√◊Óľ—ńÕń•ďp–‘ń‹°£
2.1.2≤ĽÕ¨ĹKŚĎúō∂»Ō¬◊ÉĽĮ«ťõr
‘áė”‘ŕ≤ĽÕ¨ĹKŚĎúō∂»Ō¬◊ÉĽĮ«ķĺÄ»ÁąD2ňý ĺ£¨ŹńąD2Ņ…“‘Ņī≥Ų£¨ģĒĹKŚĎúō∂»≥¨Ŗ^800°ś£¨∂ÝĶÕ”ŕ880°śēr£¨‘áė”ń•ďpůw∑eŌ» «÷ūĚu…Ō…ż£¨»Ľļů≤ĽĒŗúp–°£¨∆š◊Ó–°÷Ķěť20×10-3mm3£¨◊Óīů÷Ķěť35×10-3mm3°£ģĒĹKŚĎúō∂»Ŗ_ĶĹ800°śēr£¨‘áė”Ķńń•ďpůw∑eŖ_ĶĹ◊Óīů÷Ķ£¨ľī35×10-3mm3£ĽģĒĹKŚĎúō∂»≤ĽĒŗ…żłŖ£¨…żłŖ÷Ń820°śēr£¨‘áė”Ķńń•ďpůw∑e”–ňýŌ¬ĹĶ£¨Ō¬ĹĶ÷Ń29×10-3mm3£ĽĹ”÷Ý£¨ņ^ņm…żłŖĹKŚĎúō∂»£¨ģĒ∆š…Ō…ż÷Ń840°śēr£¨‘áė”Ķńń•ďpůw∑eņ^ņmŌ¬ĹĶ£¨ĹĶ÷Ń24×10-3mm3£Ľīňēr£¨ņ^ņm…żłŖĹKŚĎúō∂»£¨ģĒ…ż÷Ń860°śēr£¨ ‘áė”Ķńń•ďpůw∑e≤ĽĒŗŌ¬ĹĶ£¨ĹĶ÷Ń20×10-3mm3£Ľņ^ņm…żłŖĹKŚĎúō∂»£¨ģĒ…ż÷Ń880°śēr£¨‘áė”Ķńń•ďpůw∑e≤Ľ◊É£¨ ľĹKĪ£≥÷ěť20×10-3mm3°£’ŻāÄ‘áė”ń•ďpůw∑e≤ĽĒŗŌ¬ĹĶ£¨Ō¬ĹĶ∑ý∂»Ŗ_ĶĹ42.86%£¨īňēr£¨Ņ…“‘ę@Ķ√◊Óľ—ńÕń•ďp–‘ń‹°£
2.1.3‘áė”ń•ďp–ő√≤
ģĒ ľŚĎúō∂»Ŗ_ĶĹ1020°śēr£¨‘áė”ĪŪ√ś≥Ų¨FĪ»›^√ųÔ@Ķńń•ļŘ£¨Õ¨ēr£¨ŖÄ‘Ųľ”úŌ≤ŘĶń√‹∂»ļÕ…Ó∂»£¨ģĒ‘áė”ĪŪ√śļ¨”–īůŃŅĶńń•–ľēr£¨ĄÉĆ”√﬚√ś∑eŖ_ĶĹ◊Óīů÷Ķ£¨Ŗ@üo“…‘Ųľ”ń•ďp≥Ő∂»£ĽģĒ ľŚĎúō∂»≤ĽĒŗ…żłŖ£¨…żłŖ÷Ń1080°śēr£¨‘áė”ĪŪ√ś≥Ų¨F›pőĘń•ďp¨FŌů£¨‘áė”ĪŪ√śŌŗƶĪ»›^Ļ‚Ľ¨£ĽģĒ ľŚĎúō∂»Ŗ_ĶĹ1100°śēr£¨‘áė”ĪŪ√ś≥Ų¨Fń•ļŘ≥Ő–ÚŌŗƶ›^łŖ£¨∆šń•ďp≥Ő∂»≥¨Ŗ^‘áė”1£¨Ķę «£¨ĶÕ”ŕ‘áė”4°£Ņā÷ģ£¨–¬–Õ‚ĀļŌĹū‘áė”Ķń “úōń•ďp–‘ń‹”…–°ĶĹīůĶńŪė–Úěť‘áė”1°Ę‘áė”5°Ę‘áė”4°£
2.2ŅĻłŖúō—űĽĮ–‘ń‹
2.2.1≤ĽÕ¨ ľŚĎúō∂»Ō¬◊ÉĽĮ«ťõr
‘ŕôC–ĶĺoĻŐľĢ Ļ”√Ō¬£¨‘áė”ŅĻłŖúō—űĽĮ–‘ń‹‘ŕ≤ĽÕ¨ ľŚĎúō∂»Ō¬◊ÉĽĮ«ķĺÄ»ÁąD3ňý ĺ£¨ŹńąD3÷–Ņ…“‘Ņī≥Ų£¨ ľŚĎúō∂»◊Ó–°÷Ķěť1020°ś£¨◊Óīů÷Ķěť1100°ś£¨Ć¶”ŕ–¬–Õ‚ĀļŌĹū∂Ý—‘£¨∆šÜőőĽ√ś∑eŔ|ŃŅ‘Ų÷ō◊Ó–°÷Ķěť8g.m-2£¨◊Óīů÷Ķěť44g.m-2£¨’Żůw≥ ¨FŌ»ĹĶĶÕļů…Ō…żĶńŕÖĄ›°£‘ď‘áė”ŅĻłŖúō—űĽĮ–‘ń‹ēĢŽS÷ÝÜőőĽ√ś∑eŔ|ŃŅ‘Ųľ”Ķń≤ĽĒŗŌ¬ĹĶ∂Ý≥ ¨F≤ĽĒŗŌ¬ĹĶĶńŕÖĄ›°£ňý“‘£¨ģĒ ľŚĎúō∂»∑÷ĄeŖ_ĶĹ1020°śēr£¨‘áė”ÜőőĽ√ś∑eŔ|ŃŅ‘Ų÷ōŖ_◊Óīů÷Ķ£¨ľī44g.m-2£ĽģĒ ľŚĎúō∂»Ŗ_ĶĹ1040°śēr£¨‘áė”ĶńÜőőĽ√ś∑eŔ|ŃŅ‘Ų÷ō”–ňýŌ¬ĹĶ£¨ĹĶ÷Ń40g.m-2£ĽģĒ ľŚĎúō∂»Ŗ_ĶĹ1060°śēr£¨–¬–Õ‚ĀļŌĹū‘áė”ĶńÜőőĽ√ś∑eŔ|ŃŅ‘Ų÷ōěť36g.m-2£ĽģĒ ľŚĎúō∂»Ŗ_ĶĹ1080°śēr£¨‘áė”ĶńÜőőĽ√ś∑eŔ|ŃŅ‘Ų÷ōņ^ņmŌ¬ĹĶ£¨ĹĶ÷Ń28g.m-2£ĽģĒ ľŚĎúō∂»Ŗ_ĶĹ1100°śēr£¨‘áė”ĶńÜőőĽ√ś∑eŔ|ŃŅ‘Ų÷ō÷ūĚu…Ō…ż£¨…ż÷Ń31g.m-2°£ģĒ ľŚĎúō∂»Ŗ_ĶĹ1080°śēr£¨ŚĎ‘žňýƶϙĶńļŌĹūń•ďpÜőőĽ√ś∑eŔ|ŃŅŖ_ĶĹ◊Ó–°÷Ķ£¨∆šúp–°∑ý∂»Ŗ_ĶĹ36.36%£¨Źń∂Ýę@Ķ√◊Óľ—ŅĻłŖúō—űĽĮ–‘ń‹°£ěťŐŠłŖôC–ĶĺoĻŐľĢňý Ļ”√Ķń–¬–Õ‚ĀļŌĹūŅĻłŖúōÉěĽĮ–‘ń‹£¨–ŤĆĘ‘áė”Ķń ľŚĎúō∂»‘O÷√ěť1080°ś°£
2.2.2≤ĽÕ¨ĹKŚĎúō∂»Ō¬◊ÉĽĮ«ťõr
‘áė”ŅĻłŖúō—űĽĮ–‘ń‹‘ŕ≤ĽÕ¨ĹKŚĎúō∂»Ō¬◊ÉĽĮ«ķĺÄ»ÁąD4ňý ĺ£¨ŹńąD4÷–Ņ…“‘Ņī≥Ų£¨ĹKŚĎúō∂»◊Ó–°÷Ķěť800°ś£¨◊Óīů÷Ķěť880°ś£¨Ć¶”ŕ–¬–Õ‚ĀļŌĹū∂Ý—‘£¨∆šÜőőĽ√ś∑eŔ|ŃŅ‘Ų÷ō◊Ó–°÷Ķěť27g.m-2£¨◊Óīů÷Ķěť46g.m-2£¨’Żůw≥ ¨F≤ĽĒŗĹĶĶÕĶńŕÖĄ›°£‘ď‘áė”ŅĻłŖúō—űĽĮ–‘ń‹ēĢŽS÷ÝÜőőĽ√ś∑eŔ|ŃŅ‘Ų÷ōĶń≤ĽĒŗ…Ō…ż∂Ý≥ ¨F…Ō…żŕÖĄ›°£
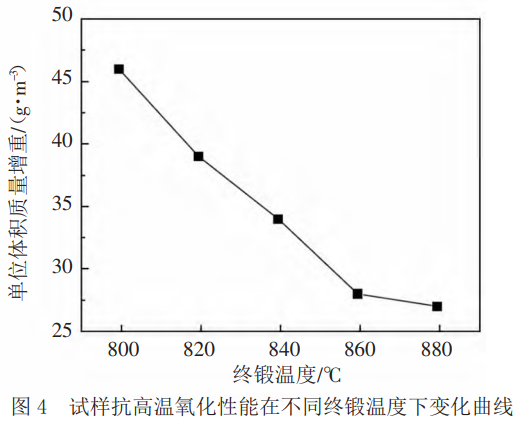
ģĒĹKŚĎúō∂»∑÷ĄeŖ_ĶĹ800°śēr£¨–¬–Õ‚ĀļŌĹū‘áė”ÜőőĽ√ś∑eŔ|ŃŅ‘Ų÷ōěť46g.m-2£ĽģĒĹKŚĎúō∂»Ŗ_ĶĹ820°śēr£¨–¬–Õ‚ĀļŌĹū‘áė”ĶńÜőőĽ√ś∑eŔ|ŃŅ‘Ų÷ōěť39g.m-2£ĽģĒĹKŚĎúō∂»Ŗ_ĶĹ840°śēr£¨‘áė”ĶńÜőőĽ√ś∑eŔ|ŃŅ‘Ų÷ō”–ňýŌ¬ĹĶ£¨ĹĶ÷Ń34g.m-2£ĽģĒĹKŚĎúō∂»Ŗ_ĶĹ860°śēr£¨‘áė”ĶńÜőőĽ√ś∑eŔ|ŃŅ‘Ų÷ōņ^ņmŌ¬ĹĶ£¨ĹĶ÷Ń28g.m-2£Ľīňēr£¨ņ^ņm…żłŖĹKŚĎúō∂»£¨ģĒ…ż÷Ń880°śēr£¨‘áė”ĶńÜőőĽ√ś∑eŔ|ŃŅ‘Ų÷ō¬‘”–Ō¬ĹĶ£¨ĹĶ÷Ń27g.m-2°£ģĒĹKŚĎúō∂» ľŚĎúō∂»Ŗ_ĶĹ860°śĽÚ’Ŗ880°śēr£¨‘áė”ÜőőĽ√ś∑eŔ|ŃŅ‘Ų÷ōĺýŖ_◊Ó–°÷Ķ£¨∆šúp–°∑ý∂»∑÷ĄeŖ_ĶĹ39.13%°Ę41.3%£¨Źń∂Ýę@Ķ√◊Óľ—ŅĻłŖúō—űĽĮ–‘ń‹°£ěťŐŠłŖôC–ĶĺoĻŐľĢňý Ļ”√Ķń–¬–Õ‚ĀļŌĹūŅĻłŖúōÉěĽĮ–‘ń‹£¨–ŤĆĘ‘áė”ĶńĹKŚĎúō∂»‘O÷√ěť860°ś“‘…Ō°£
3°ĘĹY’ď
£®1£©ģĒ ľŚĎúō∂»≤ĽĒŗ…Ō…ż÷Ń1100°śēr£¨üo’ď «‘áė”ń•ďpůw∑e£¨ŖÄ «ÜőőĽ√ś∑e‘Ų÷ōĺý≥ ¨FŌ»úp–°ļů‘Ųľ”ĶńŕÖĄ›£¨ģĒ ľŚĎúō∂»Ŗ_ĶĹ1080°śēr£¨∆š‘áė”Ķńń•ďpůw∑e”–ňýŌ¬ĹĶ£¨∆šŌ¬ĹĶ∑ý∂»Ŗ_ĶĹ35.48%£¨ÜőőĽ√ś∑eŔ|ŃŅ‘Ų÷ō”–ňýŌ¬ĹĶ£¨∆šŌ¬ĹĶ∑ý∂»Ŗ_ĶĹ36.36%°£ģĒĹKŚĎúō∂»Ŗ_ĶĹ860°śēr£¨‘áė”Ķńń•ďpůw∑eņ^ņmŌ¬ĹĶ£¨Ō¬ĹĶ∑ý∂»ěť42.86%£¨ÜőőĽ√ś∑eŔ|ŃŅ‘Ų÷ō“≤≥Ų¨F√ųÔ@Ō¬ĹĶ£¨∆šŌ¬ĹĶ∑ý∂»Ŗ_ĶĹ39.13%°£
£®2£©‘ŕ–¬–Õ‚ĀļŌĹūĶńĎ™”√Ī≥ĺįŌ¬£¨ěťĪ£◊CôC–ĶĺoĻŐľĢĶńńÕń•–‘ń‹ļÕŅĻ—űĽĮ–‘ń‹£¨–Ť“™ĆĘ ľŚĎúō∂»ļÕĹKŚĎúō∂»∑÷ĄeŅō÷∆ěť1080°ś°Ę860°ś°£
ÖĘŅľőńęI£ļ
[1]÷ž÷™ČŘ,ÕűĎc»Á,ŗć”ņž`,Ķ».ďpāŻ»›Ōř–Õ‚ĀļŌĹū–¬–ÕβŚĎ‘žĻ§ňá[J].÷–áÝ”–…ęĹūĆŔĆWąů,2017,14(z3):13-16.
[2]Źąõ≥ī®,ń≤ŃxŹä,“¶ť™,Ķ».ŚĎ‘žúō∂»◊ÉĽĮƶ“Ľ∑NĶÕ≥…Īĺ‚ĀļŌĹūĹMŅóľį–‘ń‹Ķń”įŪĎ[J].ĎŰÕ‚—bāš,2022(3):22-24.
[3]ŹąŅ°Ĺ‹,∂≠›W,öW–¶–¶,Ķ».◊‘”…ŚĎ‘žTC17‚ĀļŌĹūÔě≤ńĶńĹMŅóŇc–‘ń‹—–ĺŅ[J]. ņĹÁ”–…ęĹūĆŔ,2021(18):139-140.
[4]ł ā•,ŪóŅ°šh,ŁS∑ľ.ŚĎ‘žúō∂»Ć¶∆Ż‹á”√–¬–Õ‚ĀļŌĹū–‘ń‹Ķń”įŪĎ[J].ĪÝ∆ų≤ńŃŌŅ∆ĆWŇcĻ§≥Ő,2019,42(5):70-73.
[5]ÕűļťŹV.ŚĎ‘žúō∂»Ć¶–¬–Õļ¨‚Č∆Ż‹á‚ĀļŌĹūįŰ≤ń–‘ń‹Ķń”įŪĎ[J].ŚĎČļľľ–g,2018,43(8):13-16.
[6]ŹąėI«ŕ,żRŃĘīļ,ŁSņŻ‹ä,Ķ».ŚĎ‘žĻ§ňáƶ–¬–Õ÷–ŹäńÕłĮőg‚ĀļŌĹūįŰ≤ńĹMŅóľį–‘ń‹Ķń”įŪĎ[J].Ņ∆ľľŇcĄď–¬,2020(12):32-35.
[7]÷ž÷™ČŘ,ÕűĎc»Á,ŗć”ņž`,Ķ».ďpāŻ»›Ōř–Õ‚ĀļŌĹū–¬–ÕβŚĎ‘žĻ§ňá[J].÷–áÝ”–…ęĹūĆŔĆWąů,2017,14(z2):13-16.
£®◊Ę£¨‘≠őńėňÓ}£ļ–¬–Õ‚ĀļŌĹūôC–ĶĺoĻŐľĢŚĎ‘žúō∂»ÉěĽĮ∑Ĺįł£©
tagėňļě:ôC–ĶĺoĻŐľĢ,Sr/CeőĘļŌĹūĽĮ,–¬–Õ‚ĀļŌĹū,ŚĎ‘žĻ§ňáīįŅŕ,–‘ń‹’{ŅōôC÷∆